MES цеха холодной прокатки
Специализированная конфигурация для цехов листовой прокатки и нанесения покрытия
Платформа технического решения
Решение базируется на платформе A’MES metal – полнофункциональной системе оперативного управления производством. Решение выполнено в соответствии с современными стандартами согласно концепции с-MES (Collaborative Manufacturing Execution System) и имеет функционал, адаптированный к специфическим особенностям управления бизнес-процессами в металлургии. Использованные в системе A’MES metal технологии многократно отлажены и внедрены на практике в условиях крупнотоннажного непрерывного производства сталеплавильных цехов, комплексов горячей и холодной прокатки, цехов нанесения покрытий и др.
Помимо основной платформы, в конфигурацию технического решения могут быть включены дополнительные элементы:
- специализированное решения класса MDM для управления НСИ на крупном предприятии A’Info – значительно расширяет возможности управления НСИ и обеспечивает интеграцию с базами НСИ других элементов информационный инфраструктуры;
- элементы системы управления технологией и качеством A’Q cube – обеспечивают расширенный функционал в части управления технологией производства и качеством продукции, автоматизации контрольных лабораторий;
- элементы системы контроля и учета материальных потоков A’Material – расширяют функционал управления материальными потоками, реализуют специализированные механизмы контроля оборота ценных материалов, автоматизируют сопутствующий документооборот и т.д.;
- универсальная интеграционная платформа A’UniPlat – позволяет организовать централизованное управление межсистемной коммуникацией. Значительно упрощает интеграционные процессы, повышает надежность и эффективность взаимодействия систем, облегчает обслуживание комплекса автоматизации.
Перечисленные элементы расширяют типовой функционал MES, а также облегчают процессы внедрения и интеграции создаваемой Системы. Модульная архитектура решения допускает внесение дополнительных изменений для формирования оптимальной функциональности в соответствии с требованиями Заказчика.
Суммарная функциональность платформы
С учетом основных и дополнительных компонентов предлагаемое техническое решение выполняет следующие основные функции:
оперативное планирование производства с формированием оптимальных производственных программ для агрегатов технологического цикла;
- контроль материальных потоков сырья и комплектующих;
- управление складами материалов и продукции;
- управление производственными процессами, оперативный учет производства;
- формирование и передача заданий для АСУ ТП агрегатов;
- сбор и хранение информации, преобразование данных и передача в смежные информационные системы, в том числе ERP;
- диспетчеризация производства в режиме реального времени, оперативное выявление внештатных ситуаций;
- управление качеством продукции, включающее протоколирование и паспортизацию технологических процессов, контроль качества продукции с использованием неразрушающих методов контроля и статистического управление процессами (SPC);
- автоматизация исследовательских и контрольных лабораторий с применением методов анализа измерительных систем (MSA);
- отслеживание продукции, контроль состояния заказов, управление процессами аттестации и отгрузки;
- управление технологической, отчетной и сопроводительной документацией, хранение и оперативный поиск документации;
- анализ производительности, оперативное формирование отчетов для определения эффективности и поиска путей оптимизации процессов;
- управление персоналом, регулирование прав доступа при принятии решений, контроль персональной ответственности;
- предоставление инструментов формирования произвольных выборок данных для анализа технологической информации;
- управление нормативно-справочной информацией, сопровождающей производственный процесс;
- управление техническим обслуживанием и ремонтами;
- контроль состояния и износа оборудования, управление его техобслуживанием и ремонтами.
Преимущества предлагаемой конфигурации
Предлагаемая конфигурация обеспечивает комплексное решение всех задач управления бизнес-процессами производственного подразделения при эффективном взаимодействии с другими компонентами информационной структуры предприятия.
Решение A’MES metal содержит компоненты, специально разработанные для металлургической промышленности и многократно апробированные в реальном производстве. Это, прежде всего, информационные модели функционирования основных типов металлургических подразделений и ключевых бизнес-процессов, которые позволяют оперативно и корректно адаптировать решения к условиям конкретного объекта. A’MES metal содержит отработанные модели производственных процессов прокатного передела, модели оптимизации планирования производства, отлаженный документооборот, интерфейсы типовых автоматизированных рабочих мест персонала и многие другие компоненты, позволяющие металлургическим предприятиям максимально эффективно использовать потенциал MES.
Система A’Info обеспечивает эффективное управление нормативно-справочной информацией. Процесс согласования НСИ различных систем комплекса автоматизации предприятия зачастую сопряжен со значительными трудностями. Кроме того, эксплуатация системы требует постоянного внесения изменений и дополнений в существующую структуру НСИ. A’Info содержит предустановленные структуры справочников и словарей, адаптированных для металлургии, а также отлаженные инструменты их сопровождения. Это обеспечивает высокую эффективность функционирования Системы в условиях постоянно пополняемого и совершенствуемого контента НСИ.
Встроенная интеграционная платформа A’UniPlat формирует современную и эффективную интеграционную структуру, избавляя при этом Заказчика от материальных затрат на приобретение и настройку платных решений сторонних разработчиков.
На основе элементов системы A’Q cube реализованы дополнительные функции управления технологией и качеством продукции, соответствующие потребностям листопрокатного производства. Это, в частности, уникальная технология протоколирования технологических параметров и контроля качества по всей длине каждой единицы продукции. Кроме того, в конфигурацию включена поддержка современных методик статистического контроля (SPC, MSA), а также лабораторная информационная система. Реализованные технологии позволят применять предлагаемое решение при производстве продукции ответственного назначения и обеспечить сертификацию системы менеджмента качества предприятия на соответствие строгим стандартам производства продукции.
Элементы системы A’Material расширяют функционал управления материальными потоками. Помимо основных механизмов управления материальными ресурсами данное решение содержит специализированные методы контроля оборота ценных материалов, учитывающие принятые в металлургии способы их перевозки, складирования, использования и переработки.
Предлагаемая конфигурация Системы отработана на практике и имеет оптимальный состав компонентов для эффективной реализации проекта.
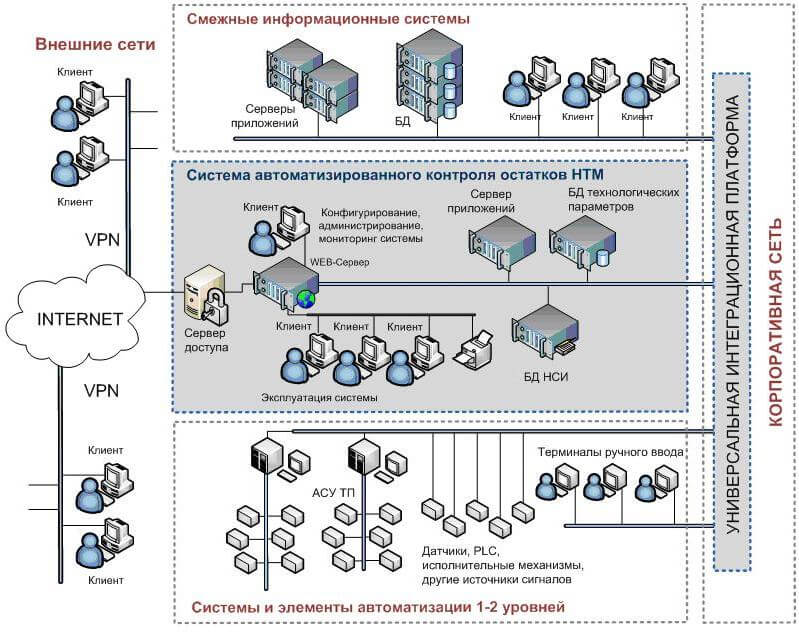
Архитектура решения
Архитектура решения, а также структура хранения и обработки данных с учетом уровней автоматизации представлены на рисунках.

Описание компонентов предлагаемого решения
В разделе представлено описание модулей, входящих в предлагаемую конфигурацию Системы. В качестве иллюстраций использованы примеры интерфейсов действующих систем, реализованных нашей компанией.
Модуль контроля состояния ресурсов (RAS)
Модуль основан на принципах формирования и сопровождения целостной информационной модели изменения состояния или движения основных ресурсов (оборудования, материалов, комплектующих и продукции), необходимых для осуществления функций планирования и учета производства. Модуль осуществляет диспетчеризацию состояния оборудования, транспортных операций, процессов приемки, размещения и движения на складах полуфабрикатов и готовой продукции. Контролирует расход и резервирование ресурсов в необходимом объеме. Управляет сопутствующим документооборотом и формированием необходимых реестров, рапортов, сертификатов, инвентарной и сопроводительной документации. Осуществляет взаимодействие с корпоративной информационной системой, системами внешней приемки, АСУ ТП весового хозяйства и т.п.
Контроль состояния основного оборудования
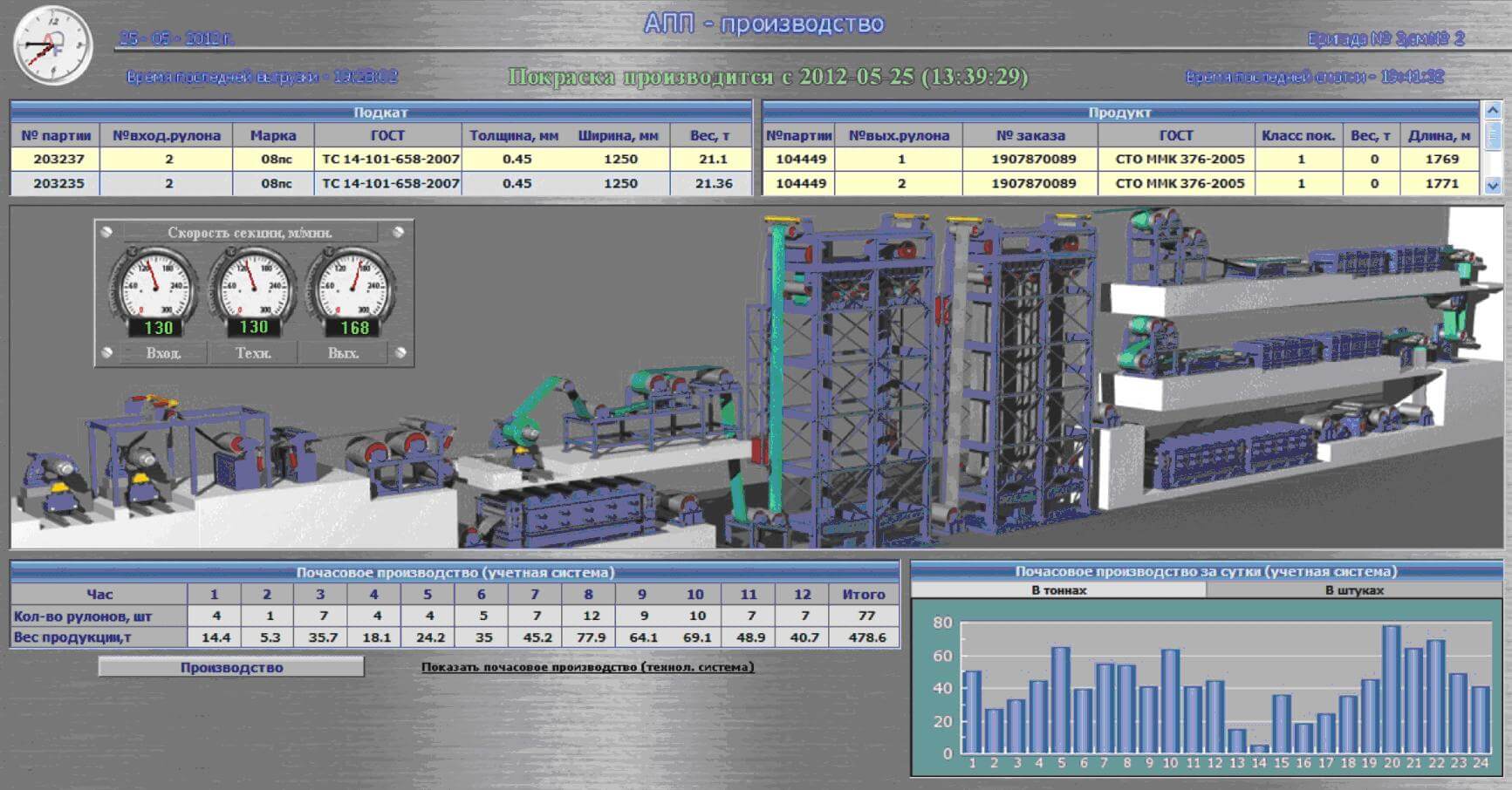
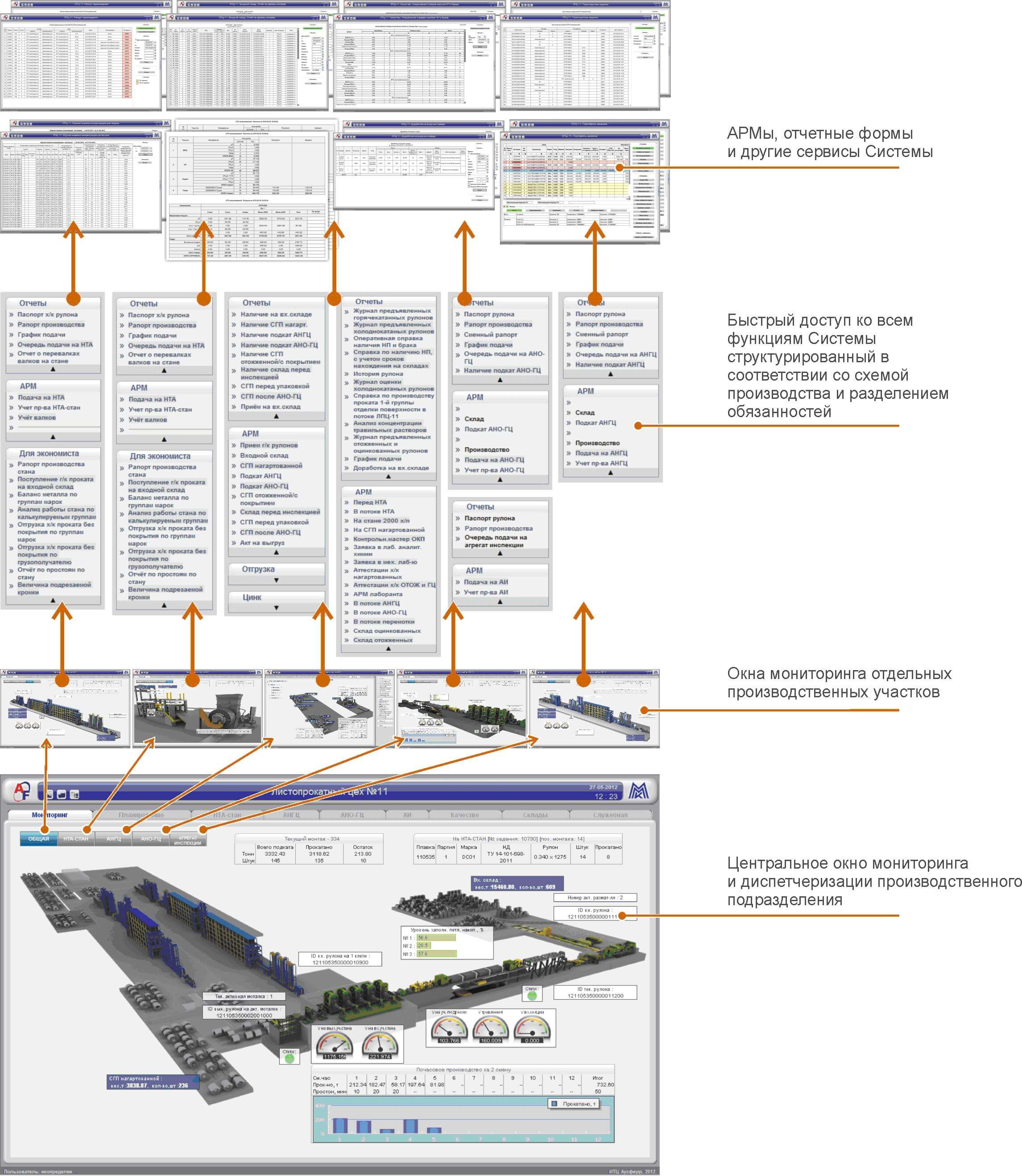
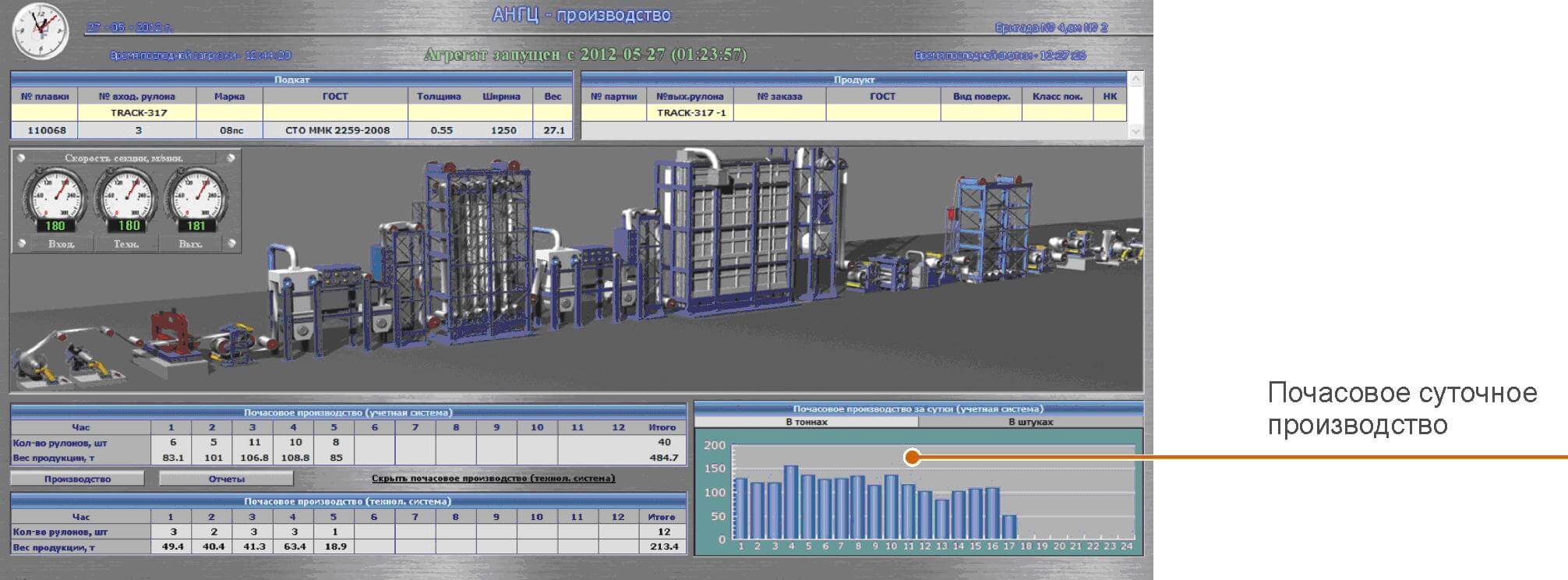
Модуль осуществляет непрерывный мониторинг состояния основных агрегатов производственной линии. Удобство и оперативность контроля обеспечивается созданием специализированной страницы мониторинга, на которой в наглядном мнемоническом виде отражается текущее состояние и ключевые параметры работы основных агрегатов.
Пример центральной страницы мониторинга комплекса холодной прокатки - страница мониторинга АНГЦ
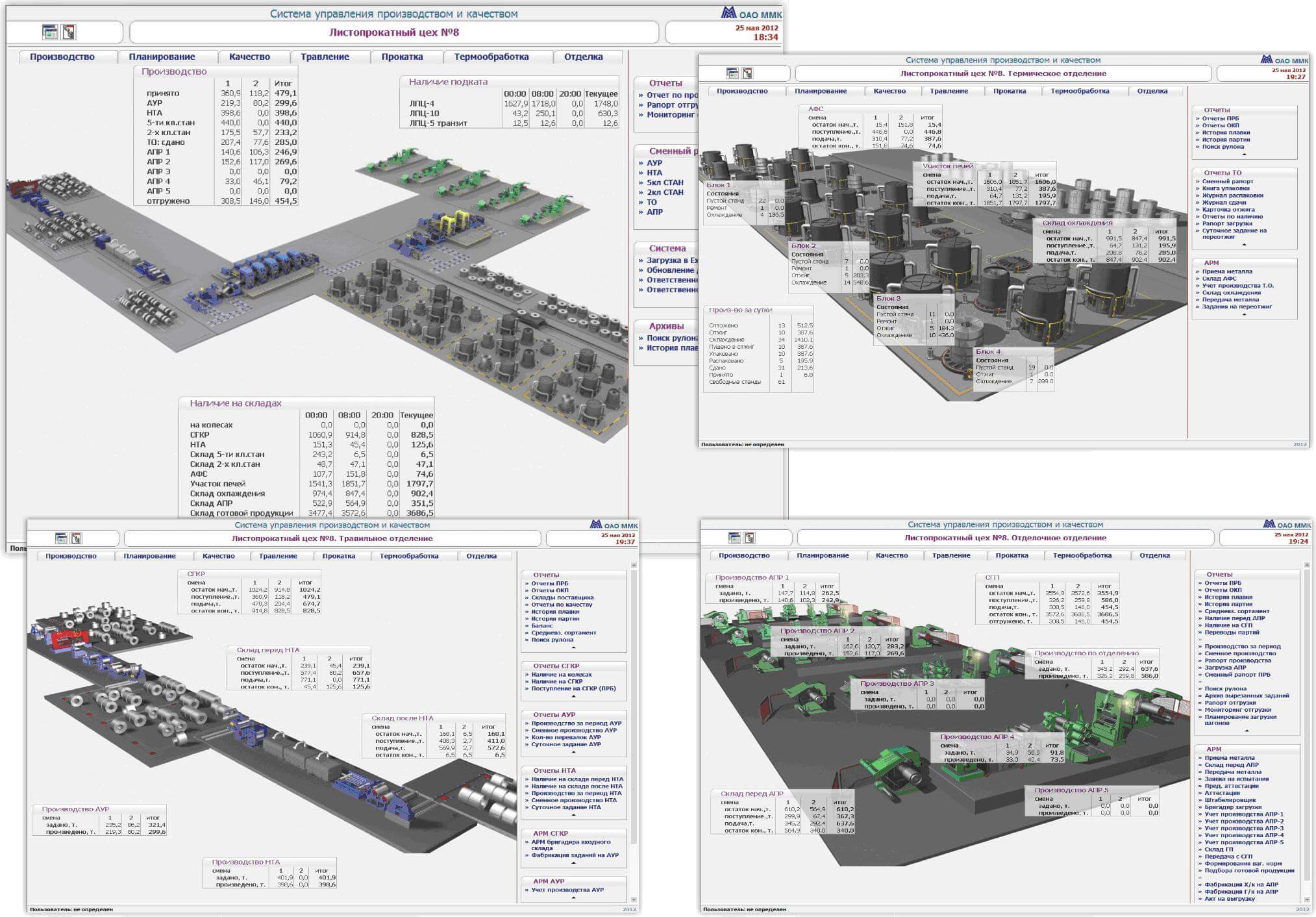
Пример страниц мониторинга цеха холодной прокатки с участками травления, прокатки, колпакового отжига и поперечной резки
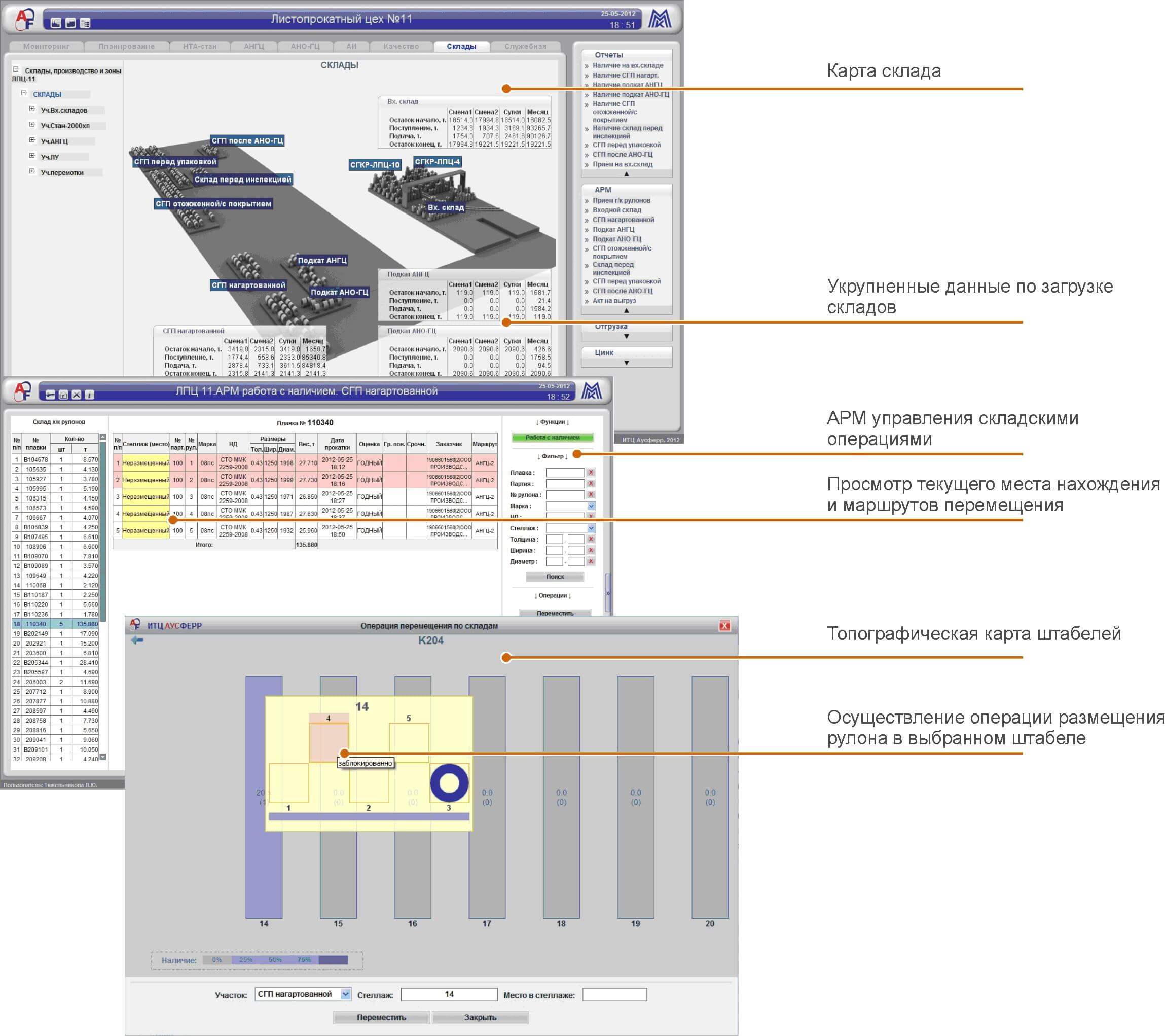
Учет материалов на этапе складирования
В Системе осуществляется контроль наличия материалов на складах цеха, перемещение по местам складирования, а также учет различных операций на территории складов (взвешивание, сортировка, расфасовка, комплектация отгрузочных партий, отгрузка на склады временного хранения и т.д.).
Механизм протоколирования складских операций позволяет в любой момент времени получить информацию о движении материалов и использовании складов, построить балансовый отчёт за любой период, проследить складскую историю конкретной порции материала, провести поиск материала на складе. Отображение данных реализовано как в табличной форме, так и в мнемоническом представлении в виде карты склада с отображением реальной топологии размещения материалов.
Пример АРМ управления складом
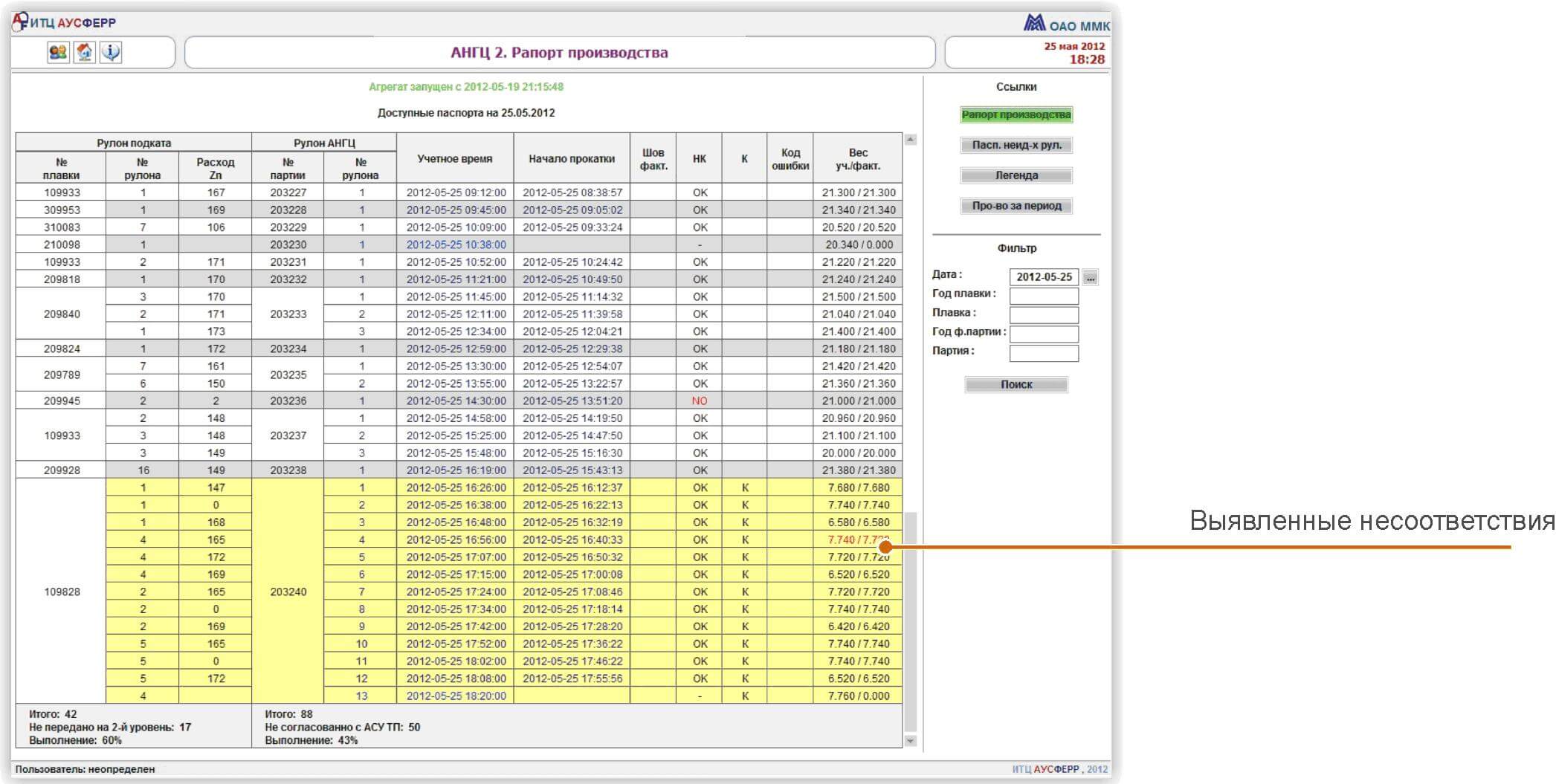
Учет материалов и энергоресурсов на этапе производства
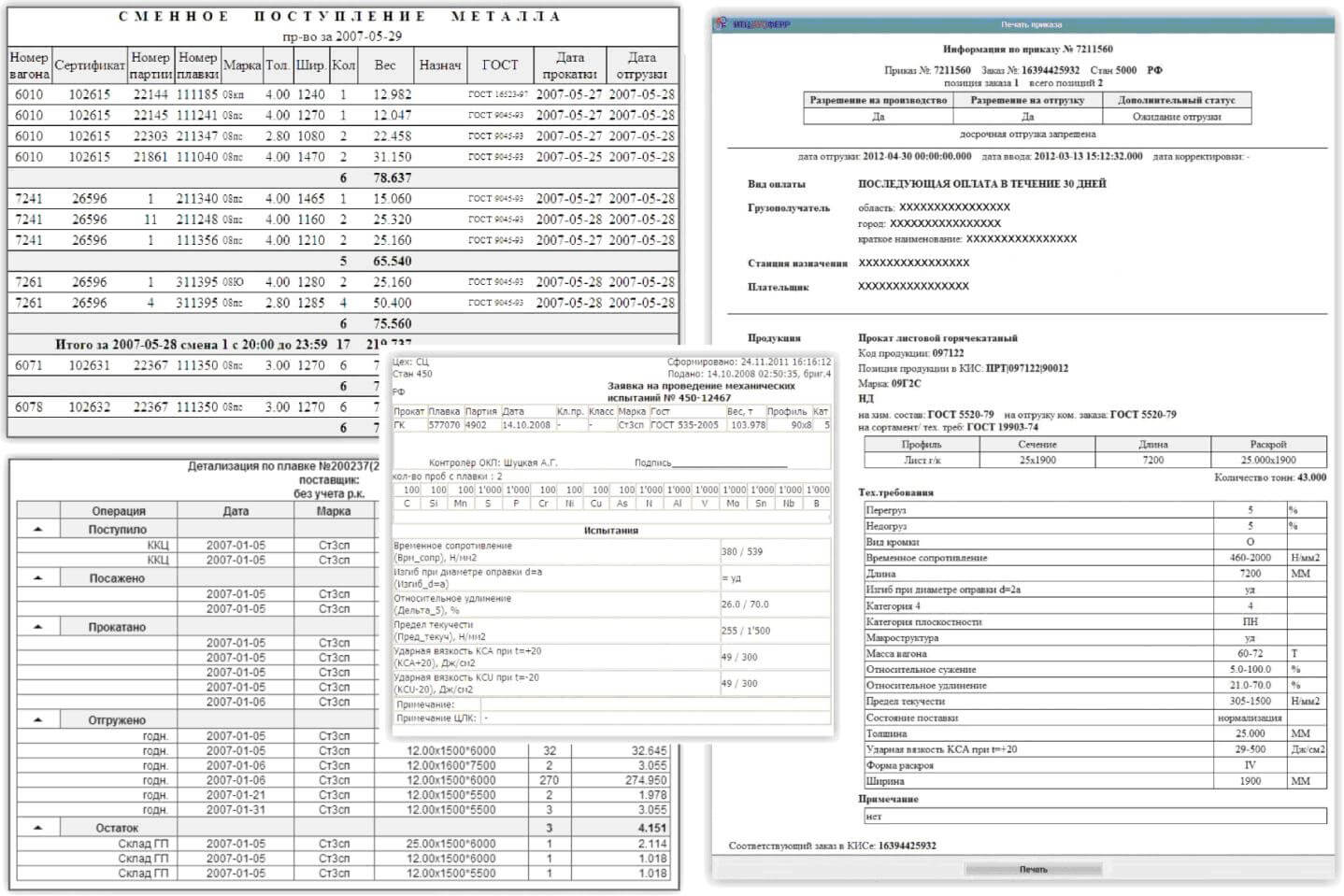
Система осуществляет непрерывное отслеживание изменений состояния ресурсов путем фиксации всех производственных операций перемещения, регистрации фактов подачи в производство, его завершения, складирования и отгрузки продукции. Информация о расходе материалов в процессе производства поступает в Систему из АСУ ТП агрегатов и отражается в технологических паспортах нагрева, прокатки, порезки и т.п.
Пример отражения количественного учета материалов в рапорте производства с автоматическим контролем соответствия фактических и учтенных значений
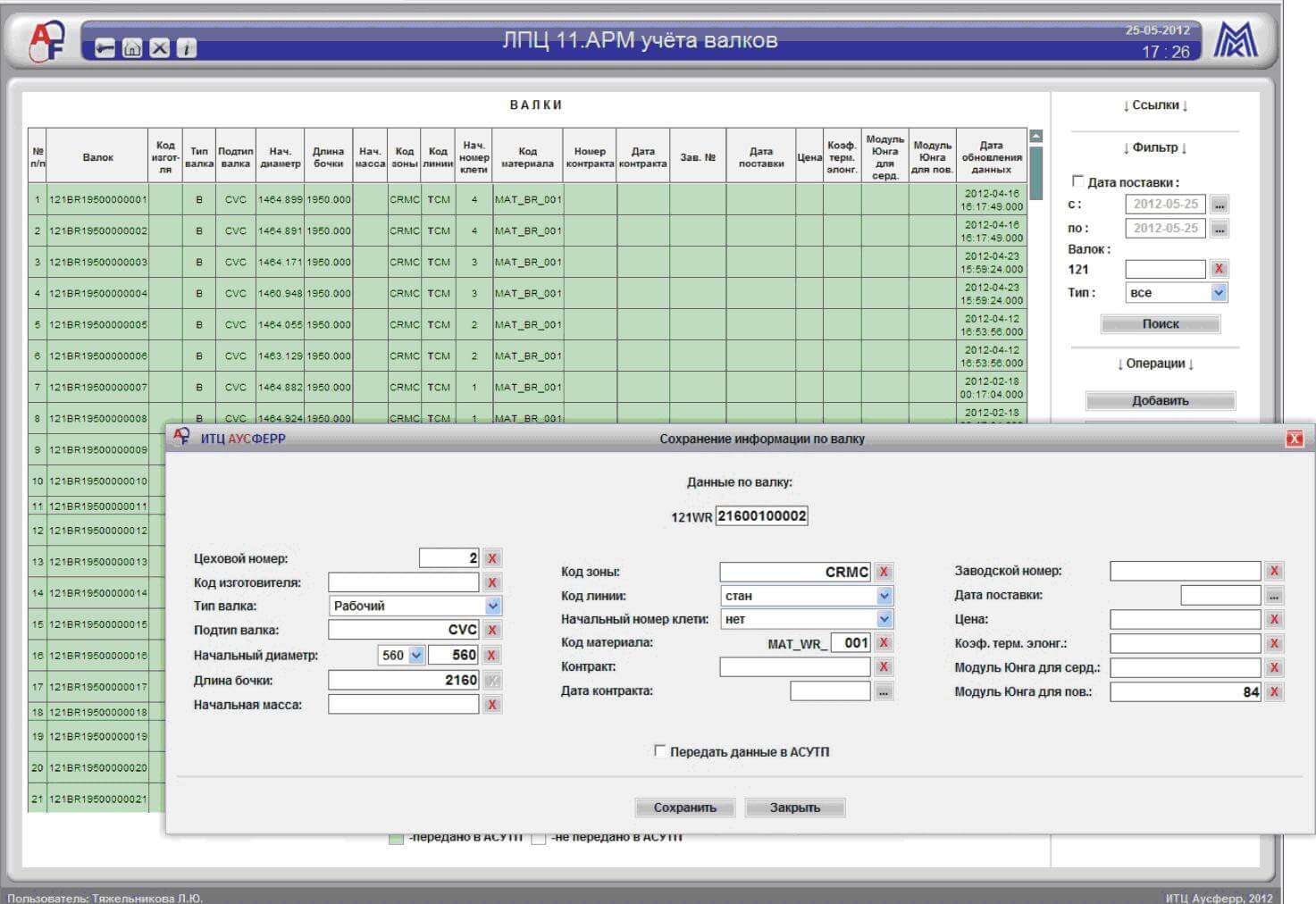
Пример АРМа учета прокатных валков
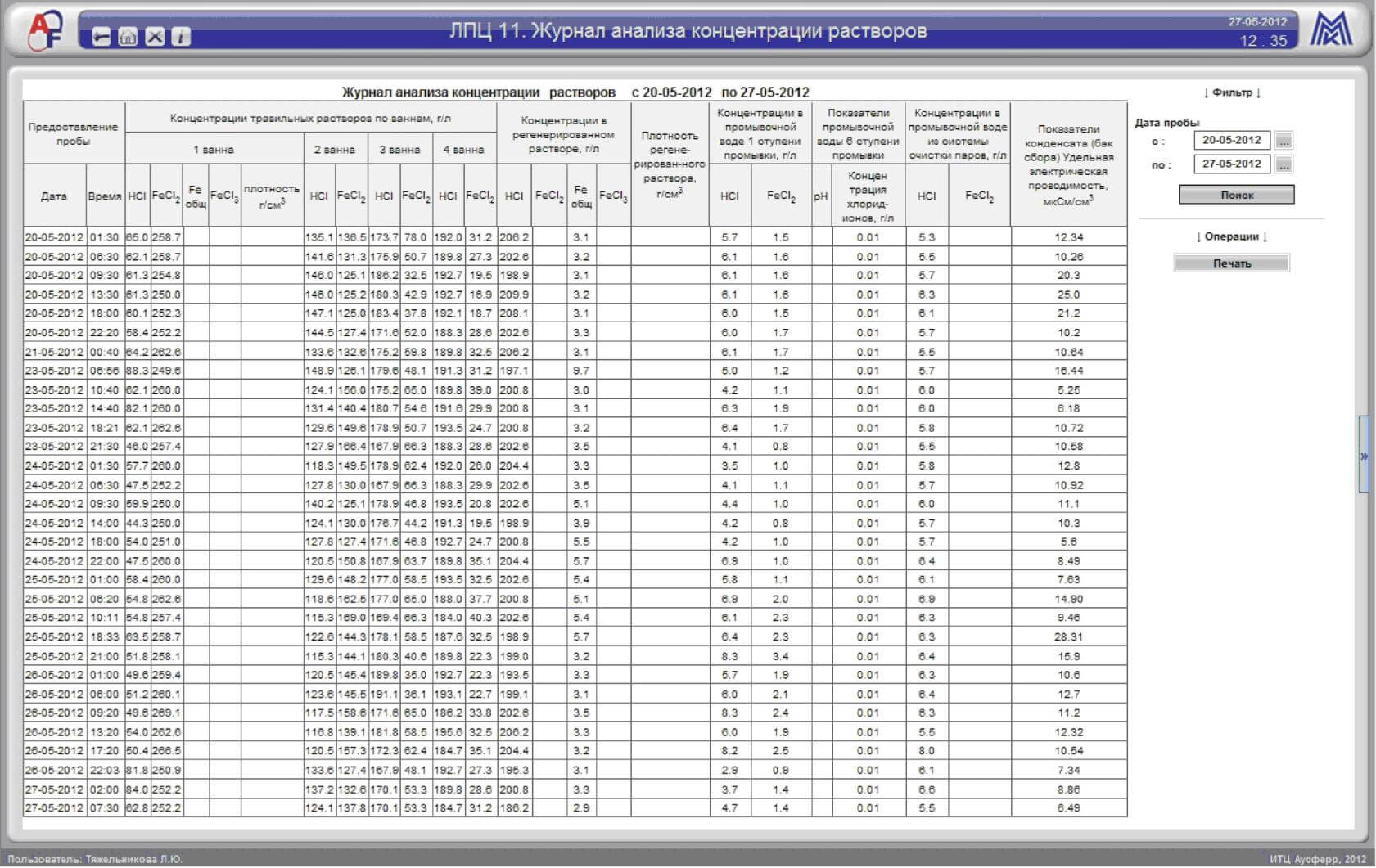
Пример отчета о состоянии растворов травильного агрегата
Модуль оперативного планирования (ODS)
Обеспечивает оперативное производственное планирование, диспетчеризацию, составление и оптимизацию производственных программ для агрегатов подразделения. Процесс осуществляется на основе заказов, поступивших из системы управления ресурсами предприятия, или заявок, введенных диспетчерами цеха. Слежение за выполнением и актуализация производственных программ для агрегатов производится в режиме близком к реальному времени. Интерфейс модуля позволяет гибко настраивать параметры оптимизации исходя из текущих приоритетов. Помимо стандартных параметров в задачу оптимизации могут быть включены дополнительные условия заказчика (улучшение загрузки вагонов, минимизация расходных коэффициентов, минимизация транспортных операций и т.д.). Исходя из полученных расписаний, модуль автоматически формирует заявки на материалы и комплектующие с учетом данных о наличии из Модуля контроля состояния ресурсов (RAS).
Работа с портфелем заказов
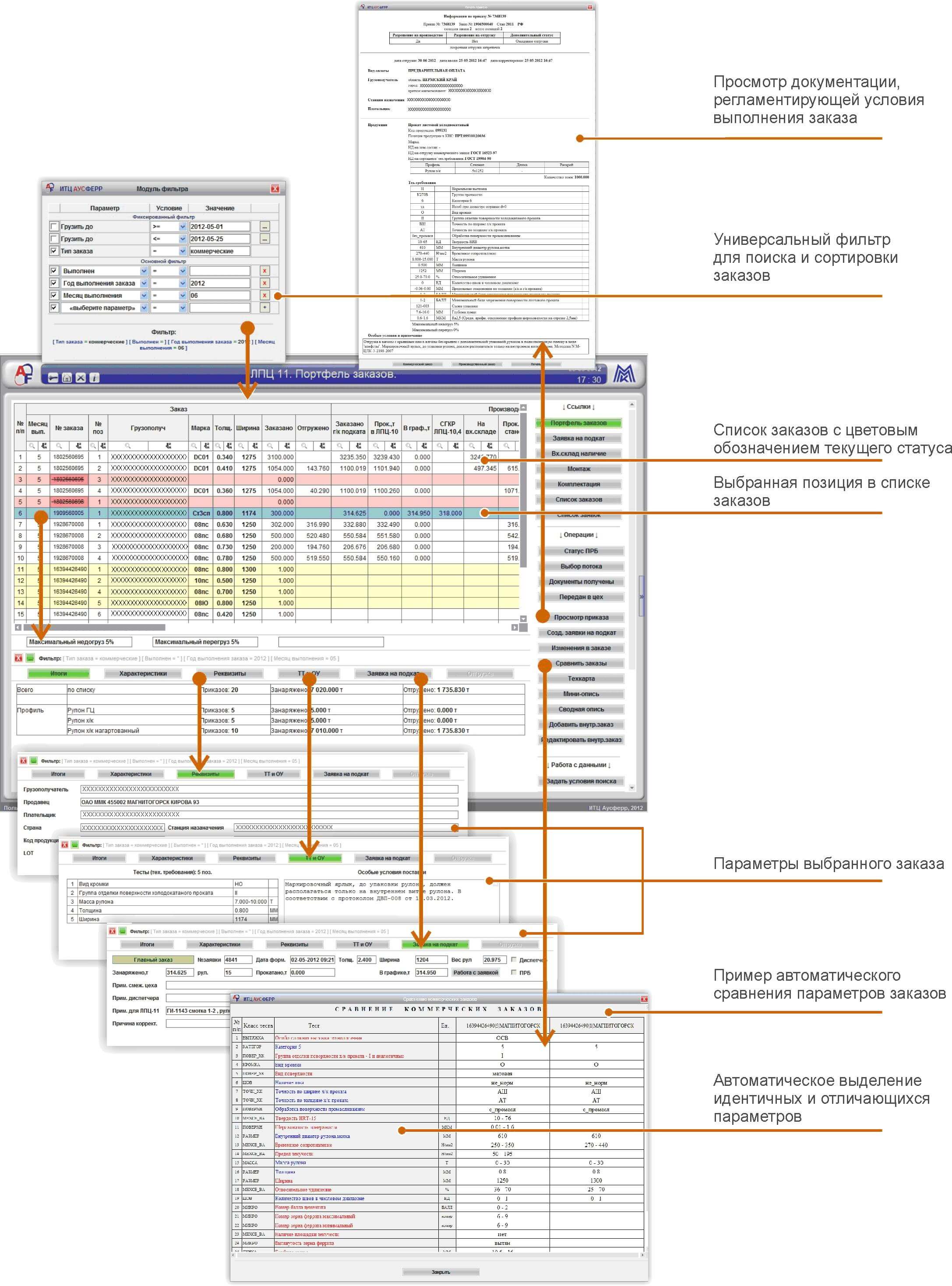
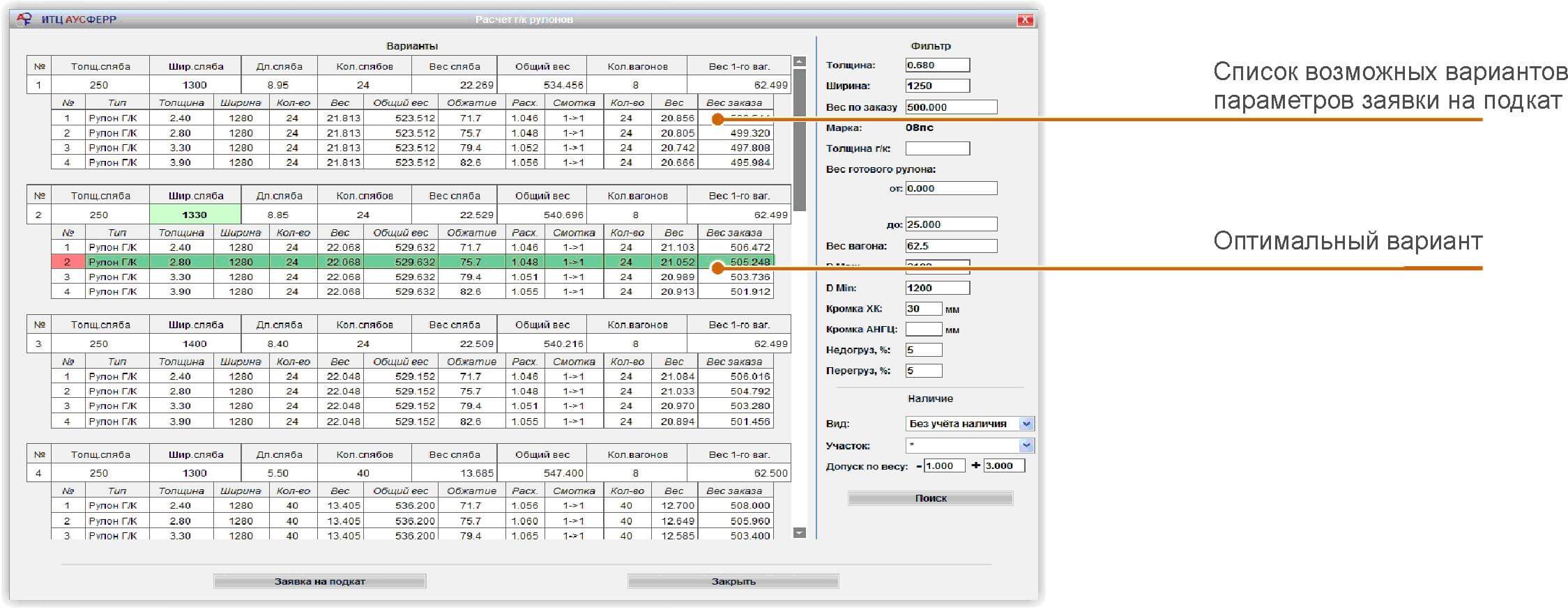
Расчет параметров подката
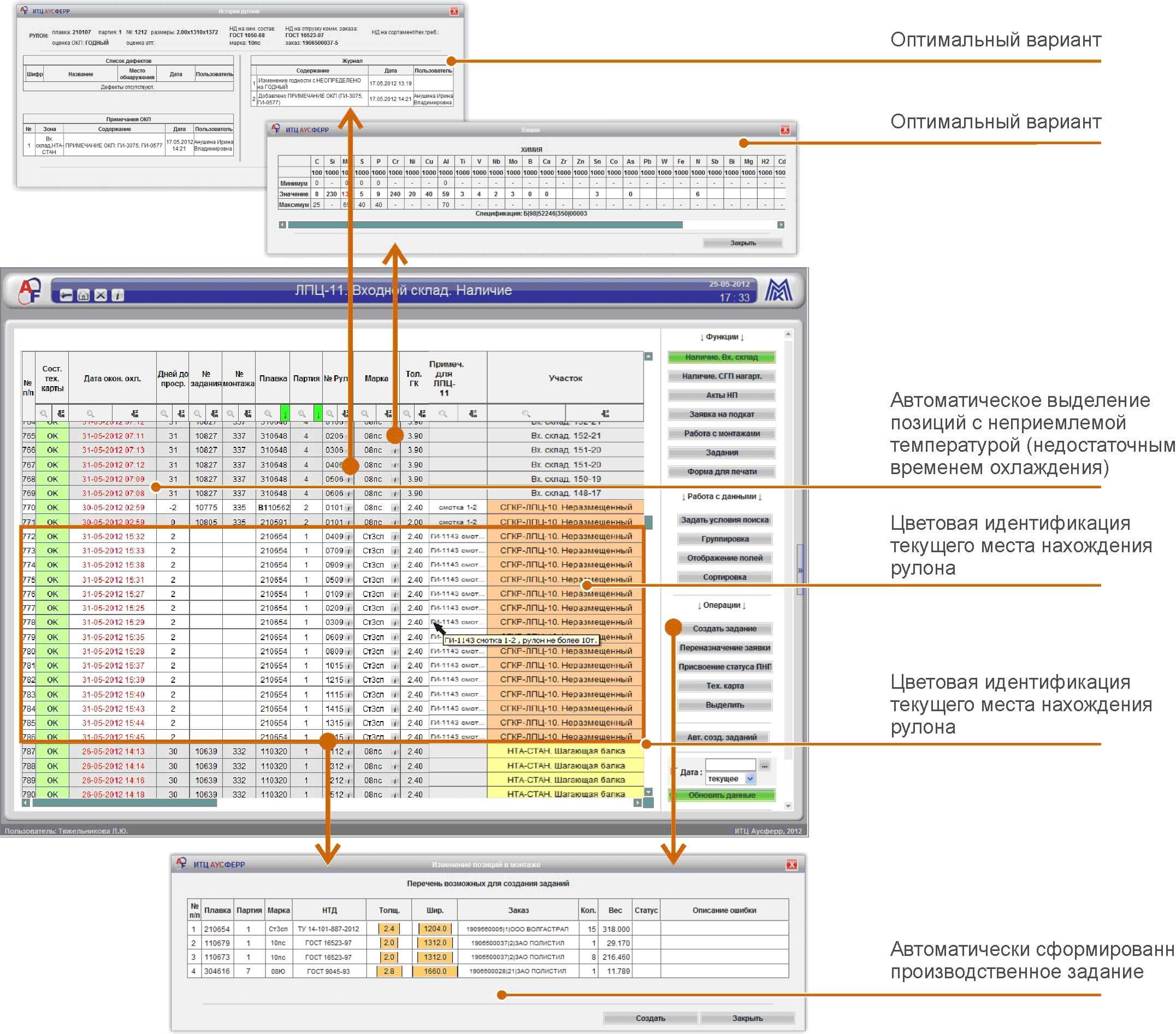
Формирование монтажных партий
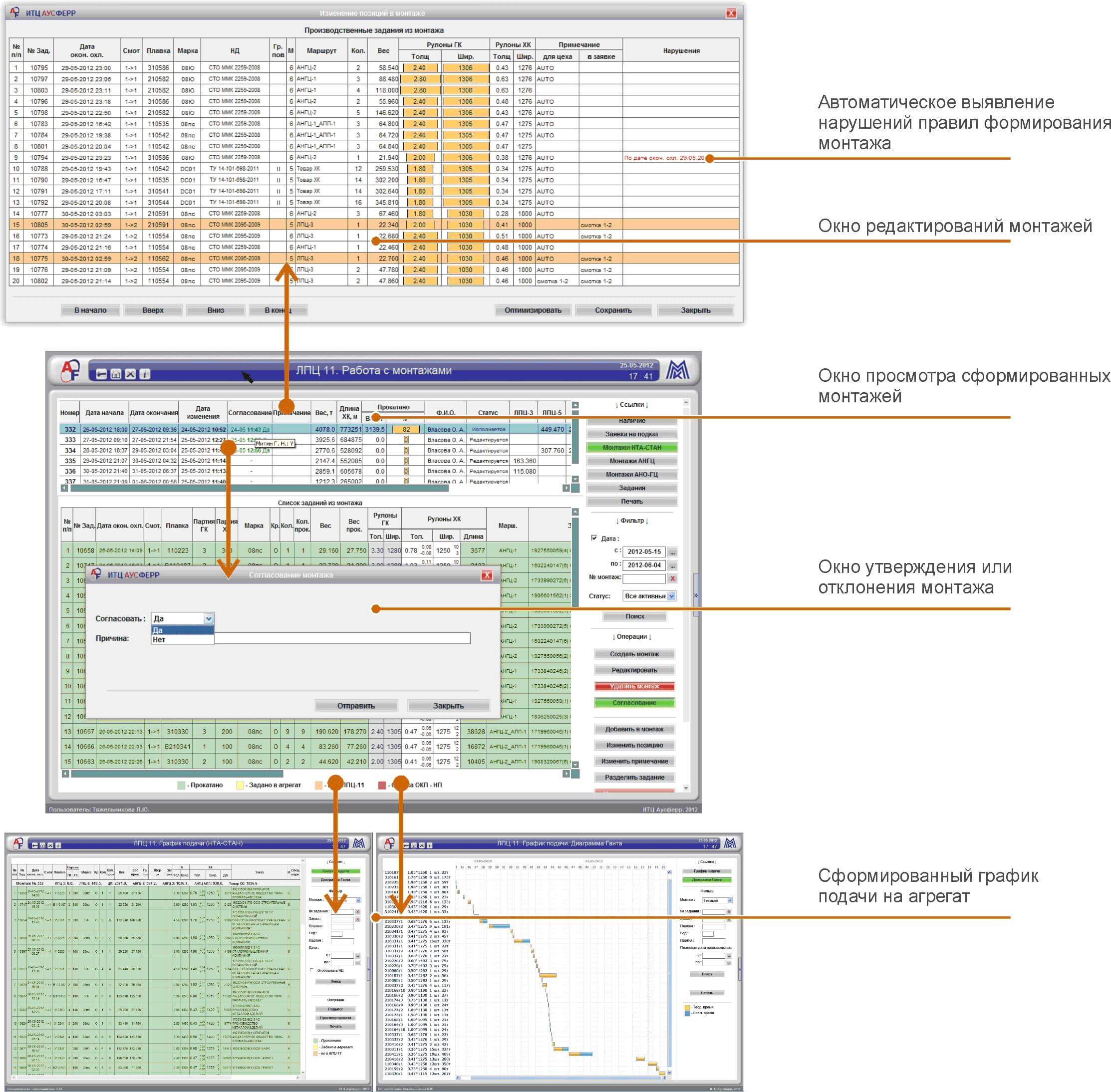
Работа с монтажами
Модуль диспетчеризации производства (DPU)
Модуль предоставляет средства для интерактивного мониторинга и управления сформированными производственными расписаниями. Средства модуля позволяют осуществлять тонкую настройку производственных графиков и отслеживать поток продукции, оперативно реагируя на любые изменения, отклонения от плана или нештатные ситуации.
Модуль управления производственными процессами (PM)
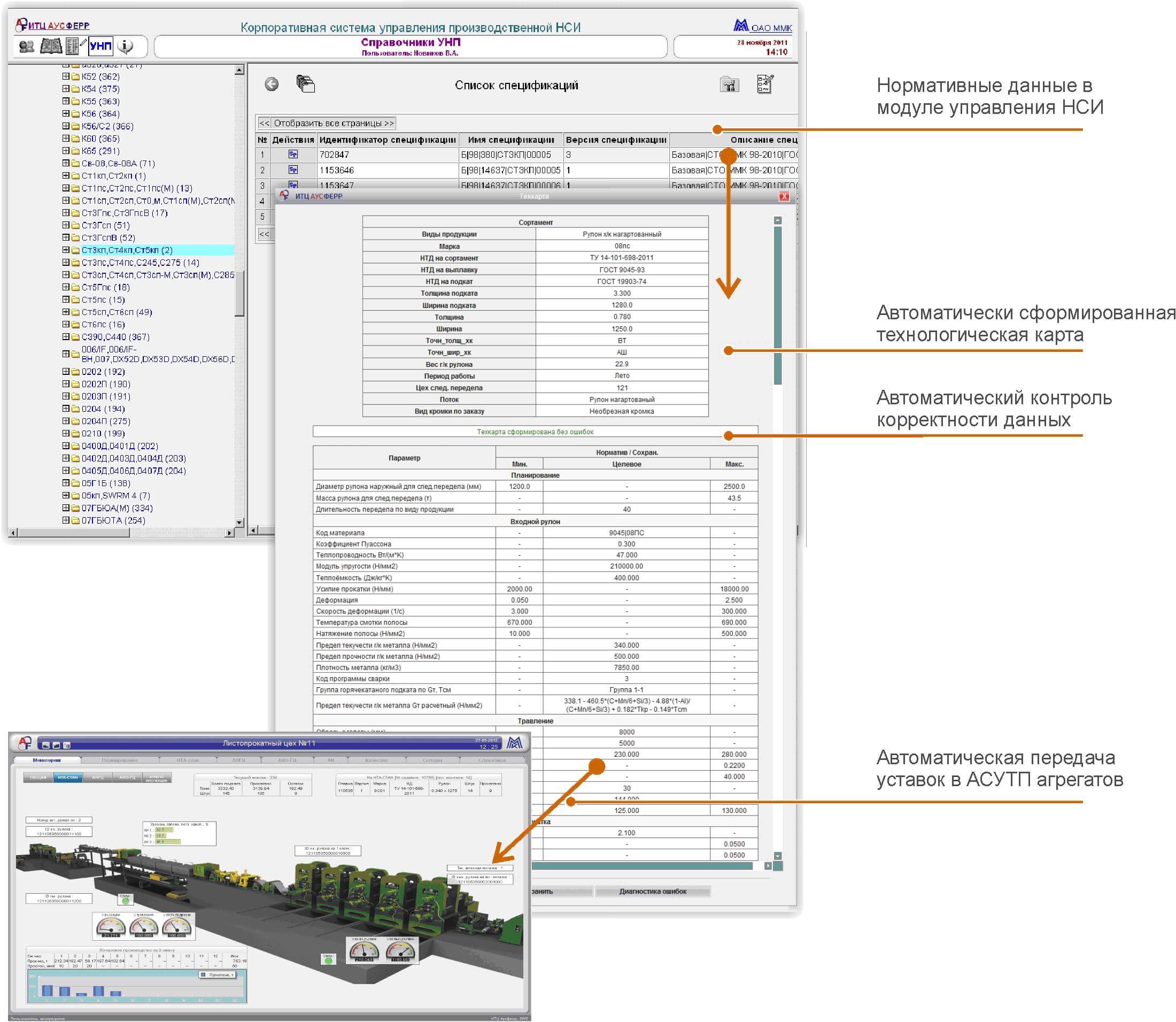
Осуществляет регламентацию технологических режимов производства. Модуль содержит полный объем технологической нормативной информации и параметров контроля качества продукции. На основании этих данных он формирует и передает в системы управления агрегатами задания для каждой позиции производственной программы. В зависимости от системы-клиента задания могут передаваться в виде значений технологических параметров или конкретных настроек оборудования (уставок). Параллельно производится передача в Модуль управления качеством (QM) соответствующих контрольных параметров.
Окно модуля управления нормативно-справочной информацией.
Технологические карты
Модуль сбора и хранения данных (DCA)
Модуль осуществляет сбор значимых оперативных данных, поступающих из систем управления технологическими процессами, а также вводимых операторами. Информация проходит необходимые преобразования (перевод в привычные для пользователей величины, усреднение, нормализация и т.п.) и вносится в паспорта технологических операций с привязкой к конкретной единице продукции (партия, рулон, пачка), времени обработки и событию.
Модуль содержит запатентованную методику технологического протоколирования при производстве длинномерной продукции («Способ оптимизации производства проката» – патенты Российской Федерации №2207204; США US 7,354,492; Китая №ZL03810138.6; Ю.Кореи №818151; Румынии №122342; Казахстана №17861; Украины №74980; Республики Беларусь №11383).
Сущность данного решения заключается в виртуальном разбиении заготовки на определенное количество равных отрезков и привязки к ним полученных измерений технологических параметров. В результате обеспечивается возможность сопоставления данных по всем этапам обработки продукции вне зависимости от изменения ее геометрии в ходе прокатки, соответственно, для каждого отрезка могут быть получены адекватные математические модели для расчета механических свойств статистическим методом.
Иллюстрация принципа протоколирования параметров производства длинномерной продукции и сопоставление параметров различных этапов обработки

Технологический паспорт единицы продукции
Модуль управления качеством (QM) и модуль информационного управления лабораториями (LIMS)
Модуль QM осуществляет мониторинг и контроль исполнения технологии и качества. Данные процедуры могут осуществляться в полностью автоматическом или автоматизированном режиме на основании сравнения нормативных значений из модуля MD и фактических параметров производственного процесса и продукции. Результаты контроля качества могут быть получены из Лабораторных информационных систем (LIMS) или введены вручную в специализированных интерфейсах модуля. Поддерживается возможность проведения контрольных мероприятий по индивидуальным требованиям заказчиков, привязанным к конкретным единицам продукции через спецификации заказов.
Модуль LIMS осуществляет управление процессами контроля химического состава сырья и продукции, механических свойств, микроструктуры и других параметров качества продукции. Модуль автоматизирует сбор и обработку информации по испытаниям – процессы составления заявок на испытания, контроля их выполнения, сопутствующий документооборот. Модуль позволяет значительно повысить оперативность и точность контроля за счет тесной интеграции контрольных лабораторий в информационную структуру производства, что особенного важно в условиях крупнотоннажного непрерывного производства прокатных цехов. Функционал модуля включает средства статистического анализа работы измерительных систем по методологии MSA, которые значительно снижают вероятность выпуска некачественной продукции вследствие ошибок в измерениях и облегчают процессы метрологической аккредитации лабораторий.
Контроль соблюдения технологии
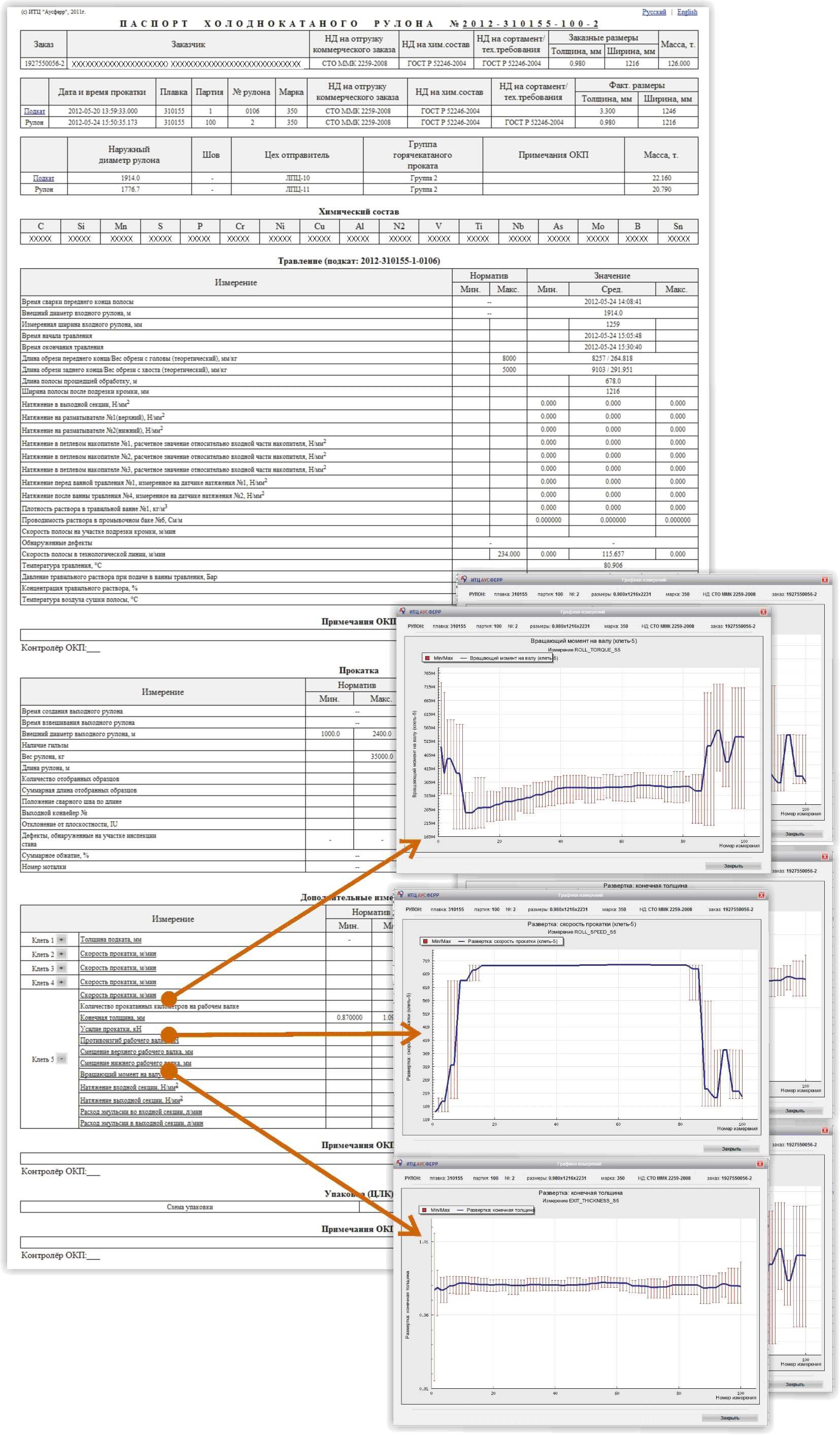
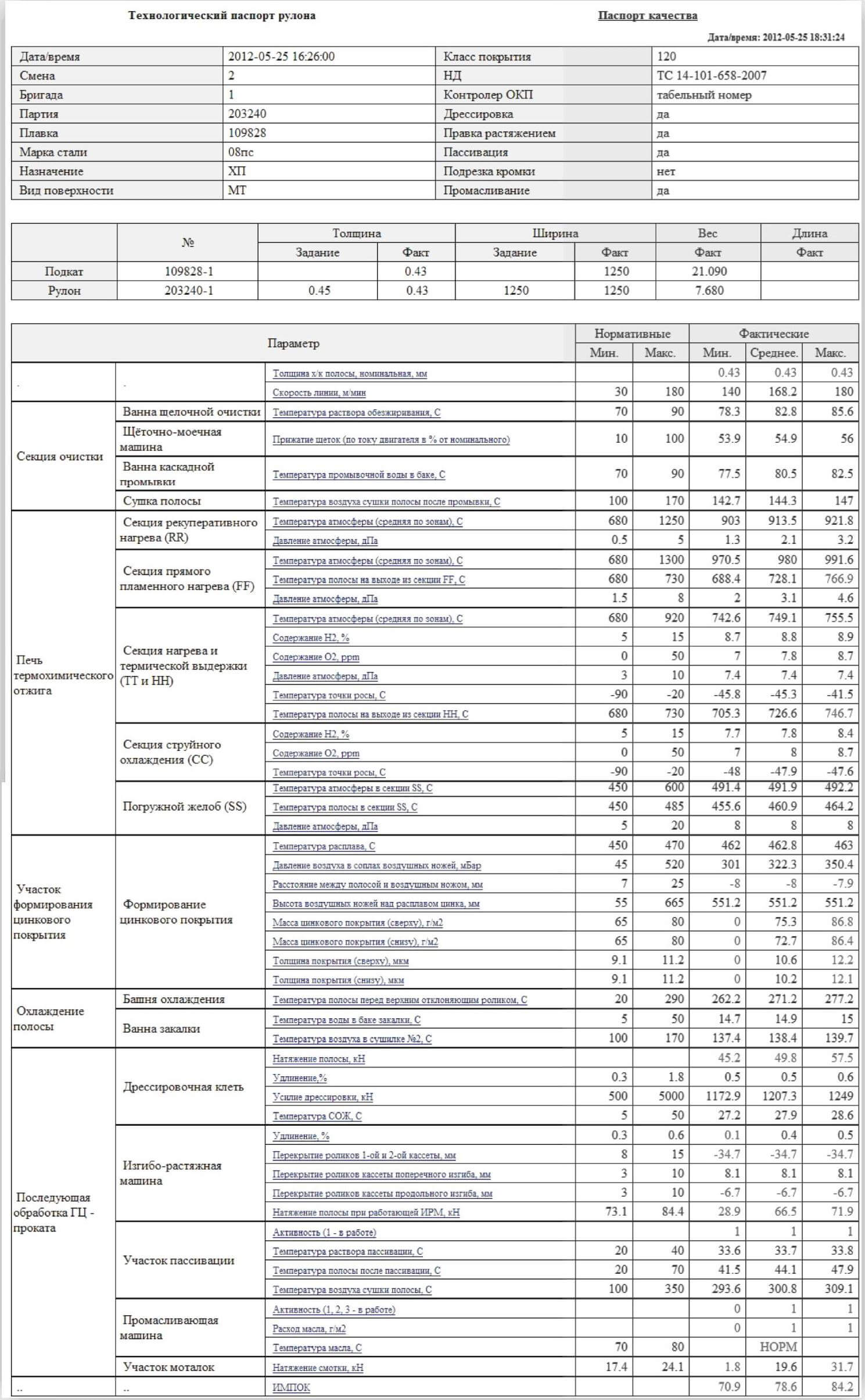
В случае достаточного уровня оснащения производства средствами АСУ ТП, модуль способен обеспечить автоматический контроль исполнения технологии путем сравнения технологических карт и показаний АСУ ТП. Собранные данные подвергаются необходимой обработке (нормализации и усреднению) и используются для контроля качества статистическими методами. Предусмотрен попартийный или поштучный методы контроля, а также контроль по всей длине или плоскости каждой единицы продукции.
Пример технологического паспорта рулона с результатами контроля параметров технологического процесса
Визуальный контроль качества
В случае присутствия в производственном процессе операций визуального контроля качества они осуществляются с помощью специализированных АРМ, позволяющих вносить данные об обнаруженных дефектах и назначать необходимые действия, например доработку или отбраковку.
Инструментальный контроль качества и аттестация продукции
Контроль качества осуществляется на основании спецификаций и нормативов, полученных из модуля MD. Он может проводиться как по базовым спецификациям, так и с учетом особых требований заказчика.
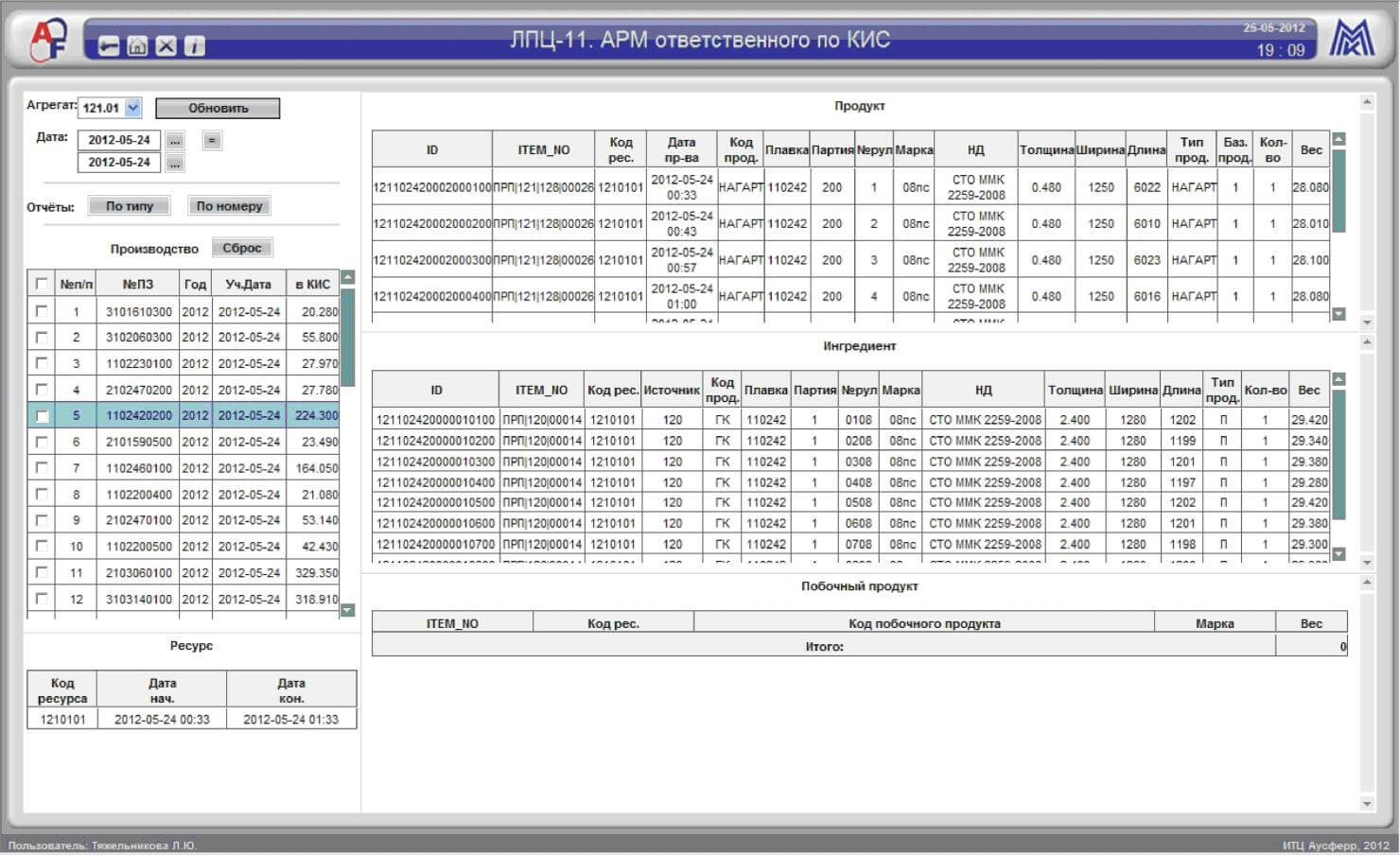
Пример АРМ контроля качества и аттестации продукции
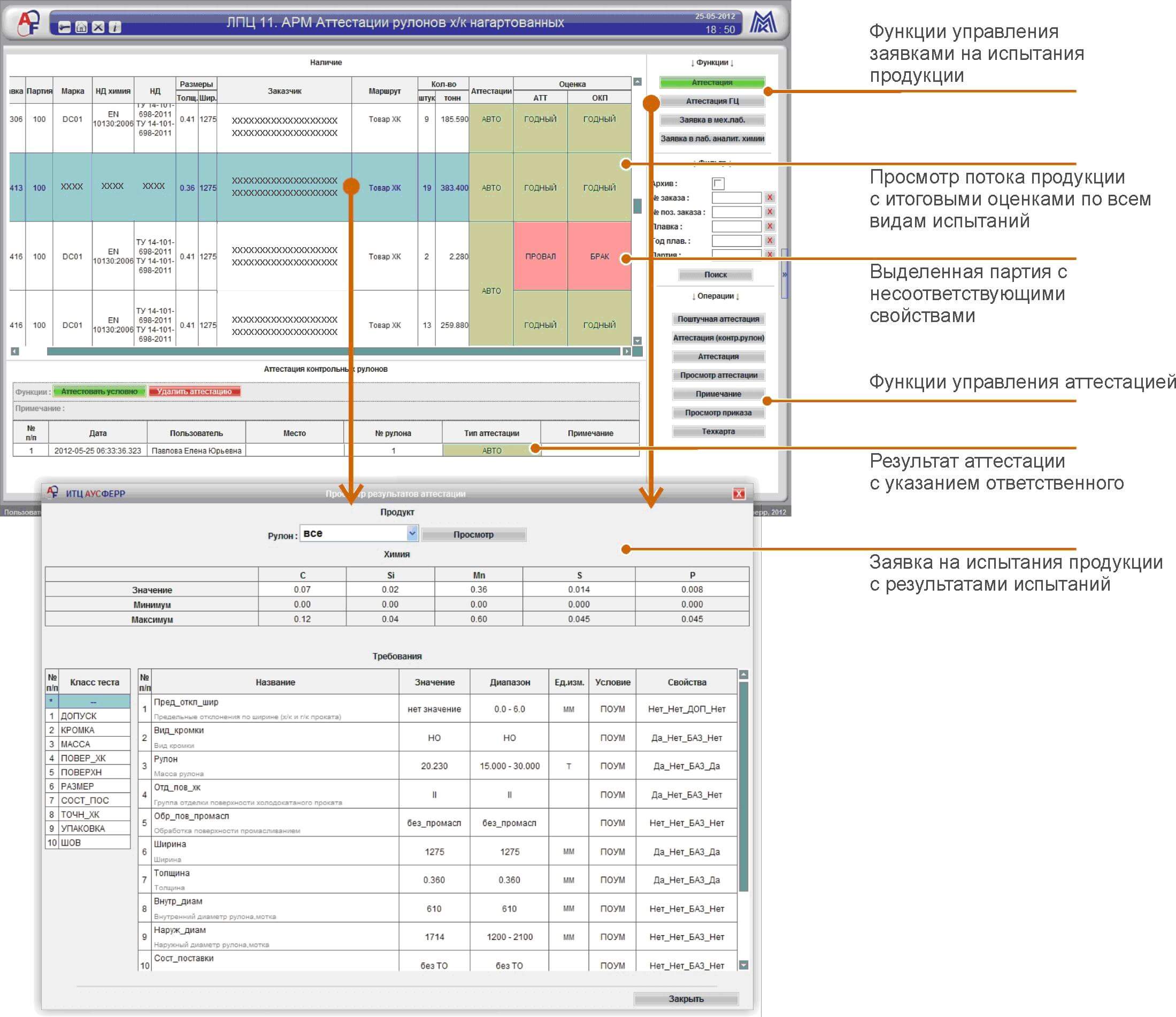
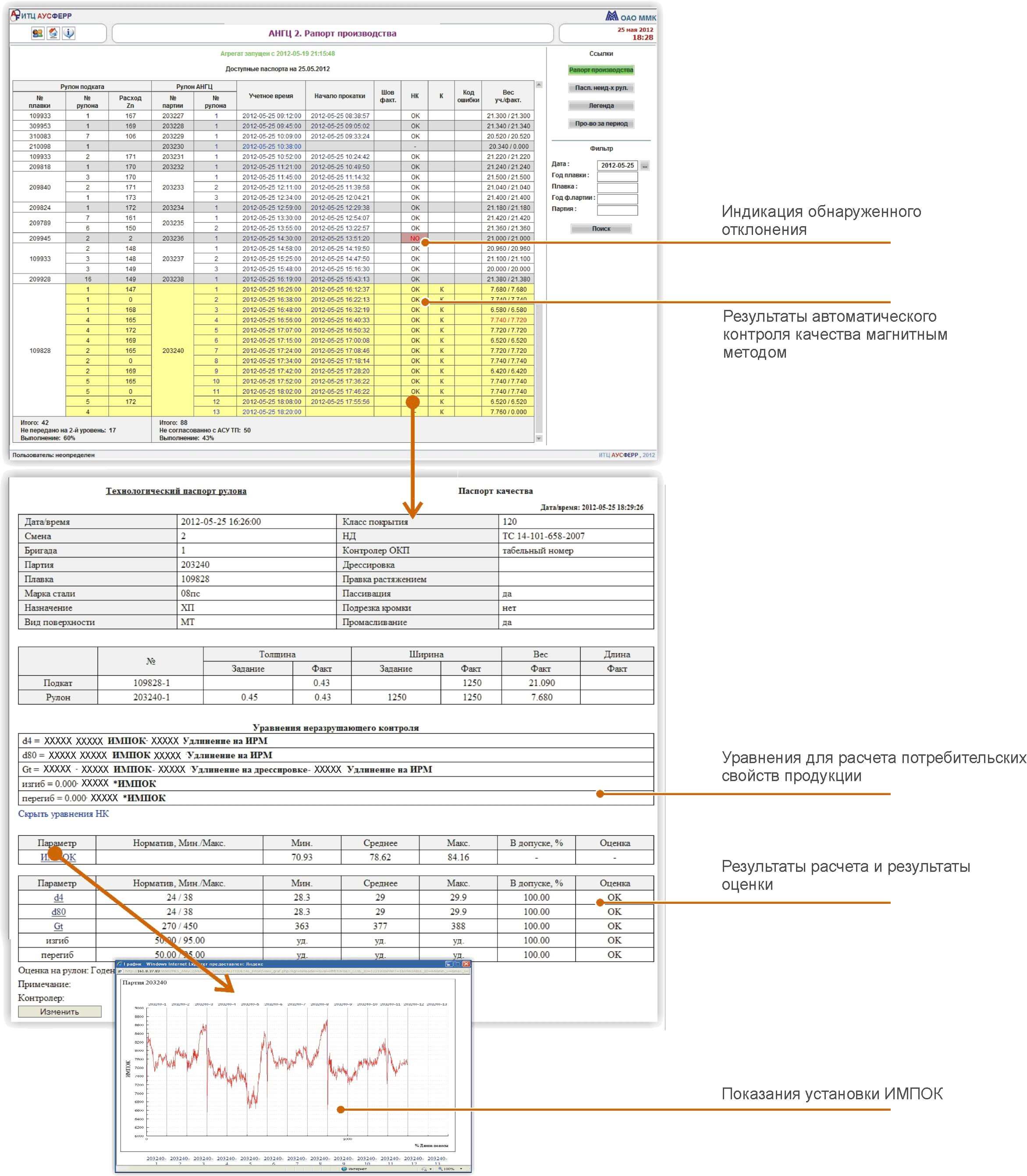
Рапорт производства АНГЦ с индикацией результатов автоматической аттестации продукции на основании измерения свойств магнитным методом (установка ИМПОК)
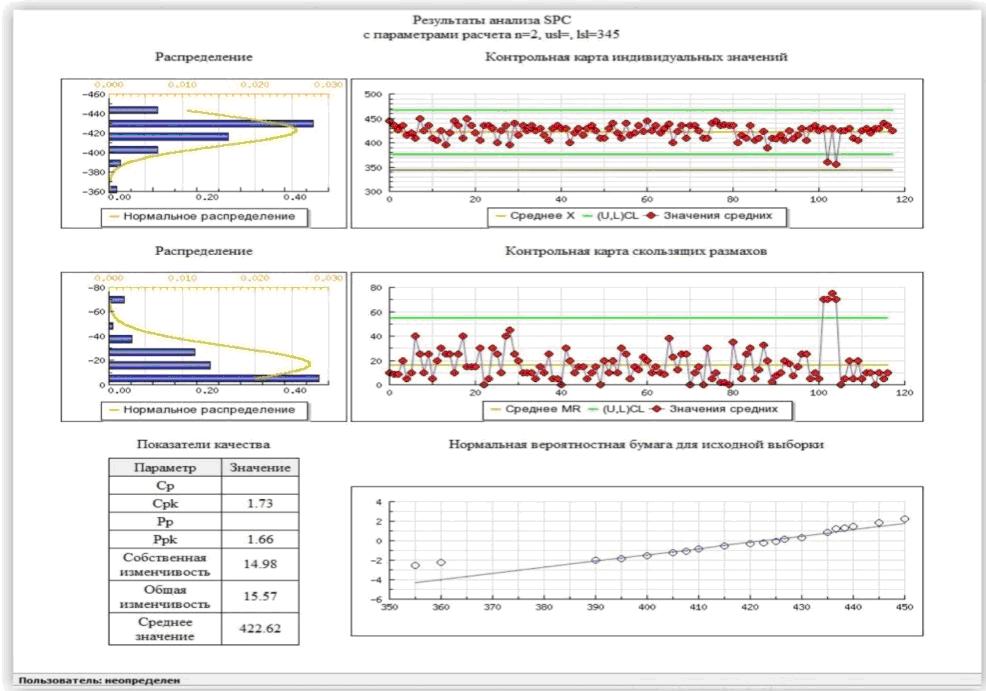
Анализ стабильности технологических процессов (SPC)
Модуль содержит средства статистического контроля процессов (SPC). Их применение позволяет проводить оценку стабильности параметров технологических процессов и качества продукции, что обеспечивает широкие возможности для оценки эффективности работы производственных подразделений с точки зрения стабильности технологии и качества. Методика позволяет выявлять «узкие места» технологического процесса, принимать своевременные или даже опережающие корректирующие меры и контролировать их исполнение. Другой важной функцией подсистемы является анализ технологических режимов, выявление тенденций и корреляций с целью оптимизации существующих и разработки новых технологий.
Пример результатов анализа параметров качества по методике SPC
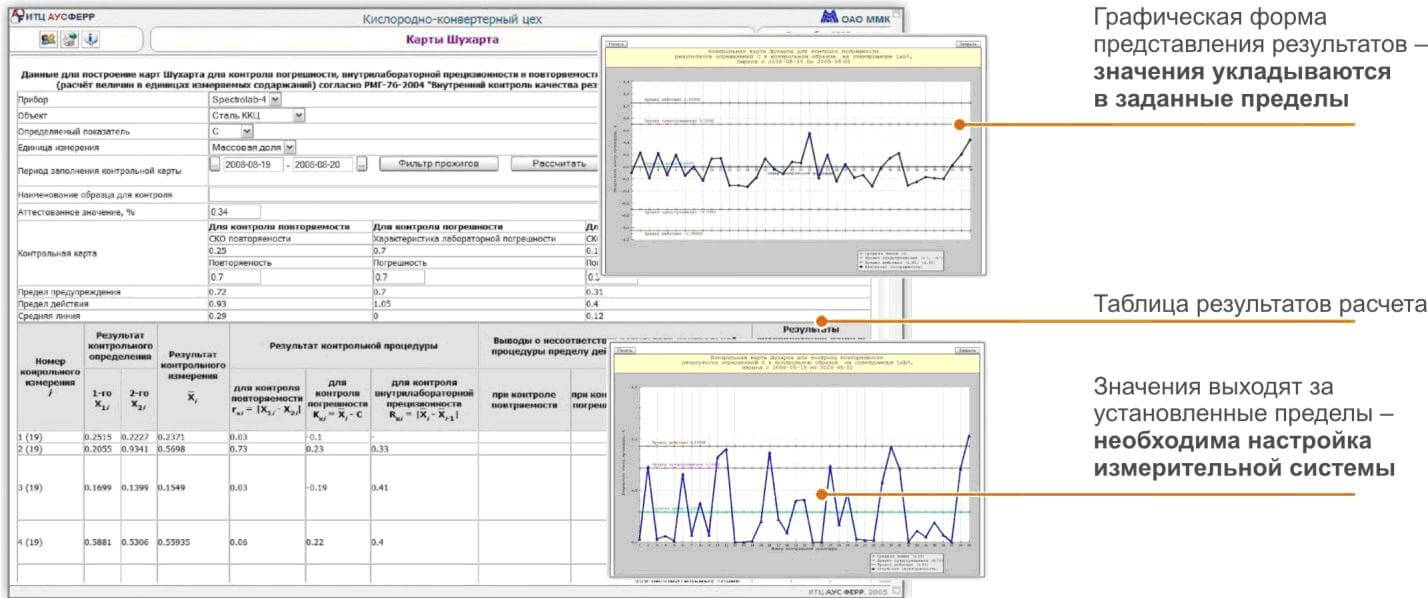
Анализ измерительных систем (MSA)
Модуль LIMS содержит встроенные средства анализа измерительных систем – Measurement Systems Analysis (МSА). Они значительно повышают эффективность управления качеством за счет контроля адекватности измерений, являющихся основой регулирования технологического процесса. Подсистема MSA обеспечивает сбор исходных данных и ввод параметров контроля с помощью типовых форм, автоматизированный расчет показателей качества измерительного процесса (повторяемость, погрешность, внутрилабораторная прецизионность и т.д.), вывод результатов в табличной или графической форме.
Анализ измерительных систем (MSA). Результаты анализа
Модуль управление документами (DOC)
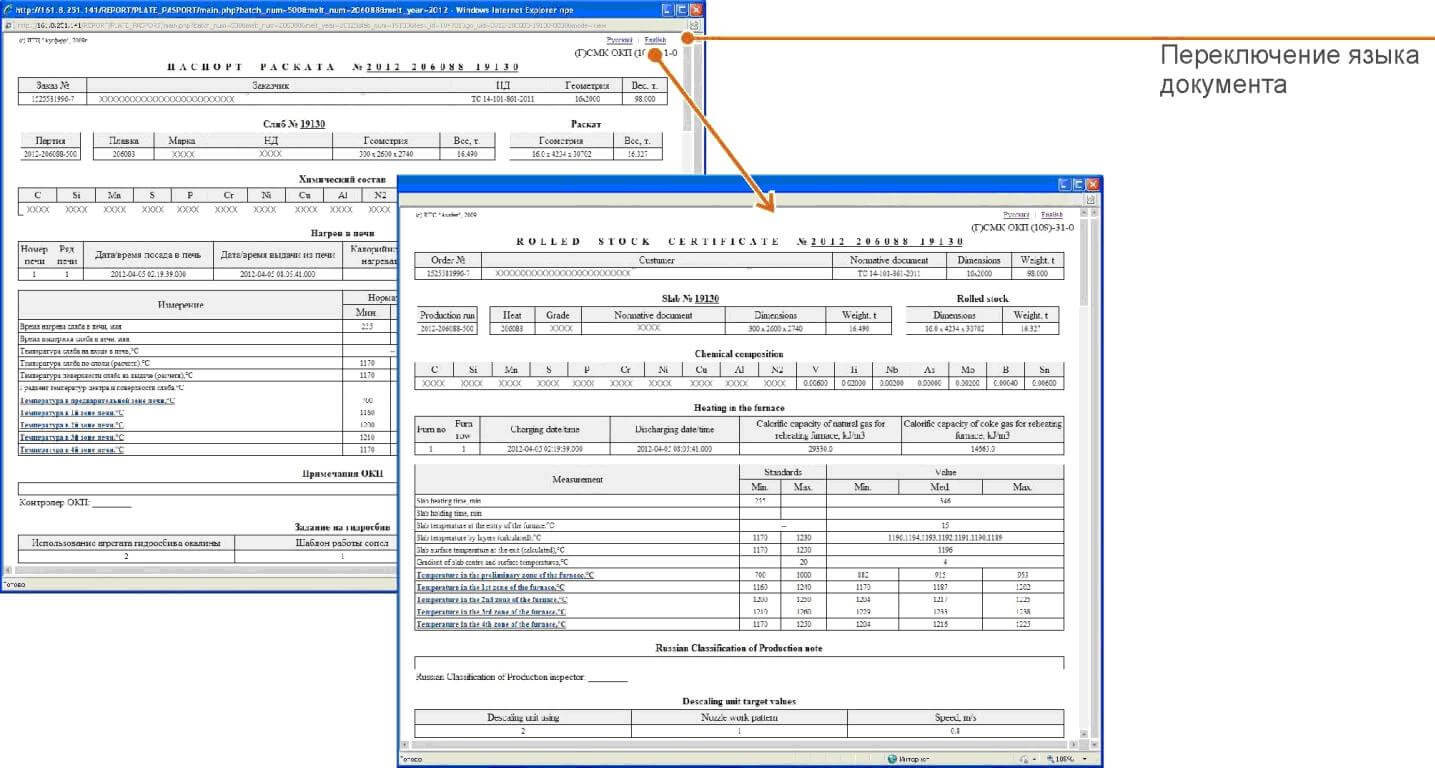
Обеспечивает централизованное управление документацией, сопровождающей технологический процесс. Средствами модуля поддерживаются процессы формирования необходимых форм электронных документов и создание на их основе печатных форм для получения твердых копий. Модуль позволяет формализовать процесс производственного документооборота и централизовать изменение содержания и форматов документов. Быстрый поиск необходимых документов обеспечивают встроенные средства архивного хранения и управления производственным документооборотом.
Примеры формирования различных документов
Пример формирования документации с поддержкой двух языков
Модуль отслеживания генеалогии продукции (PTG)
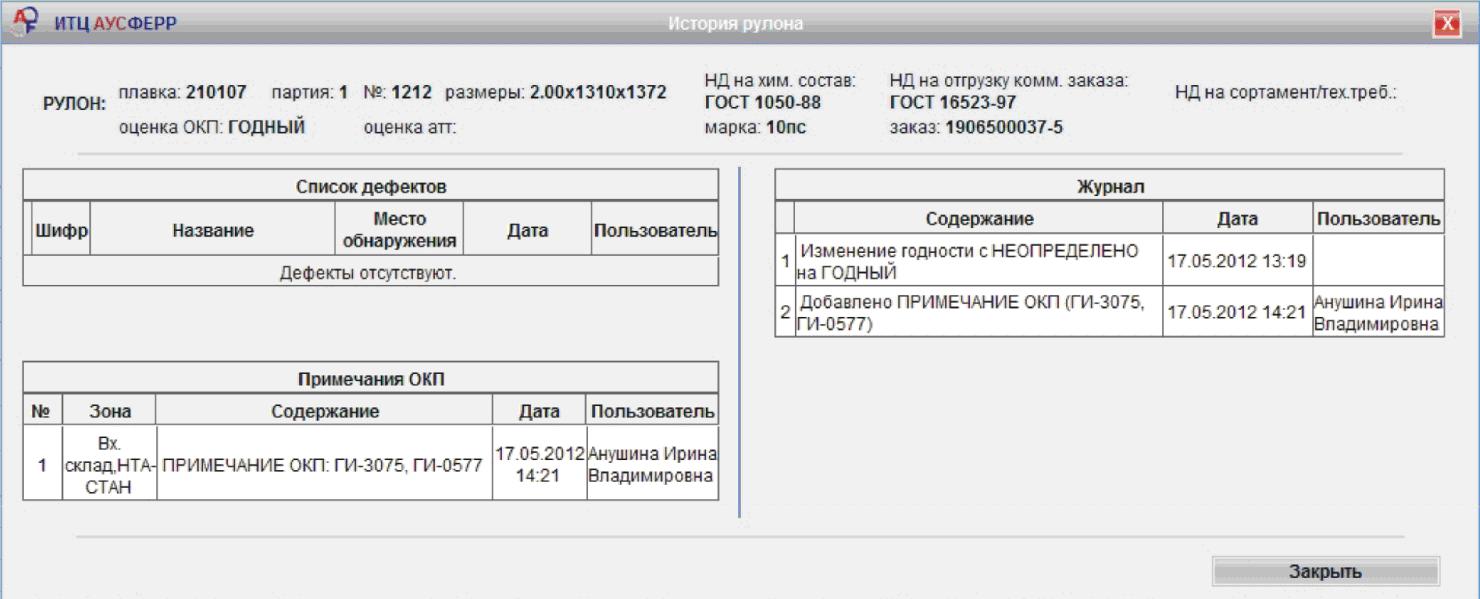
Контролирует состояние и местоположение заказов в режиме близком к реальному времени на основе данных о результатах проведения транспортных и технологических операций, а также результатах контроля качества и аттестации продукции. Модуль поддерживает функции сортировки и переназначения продукции с учетом фактических параметров, результатов контроля качества и других факторов.
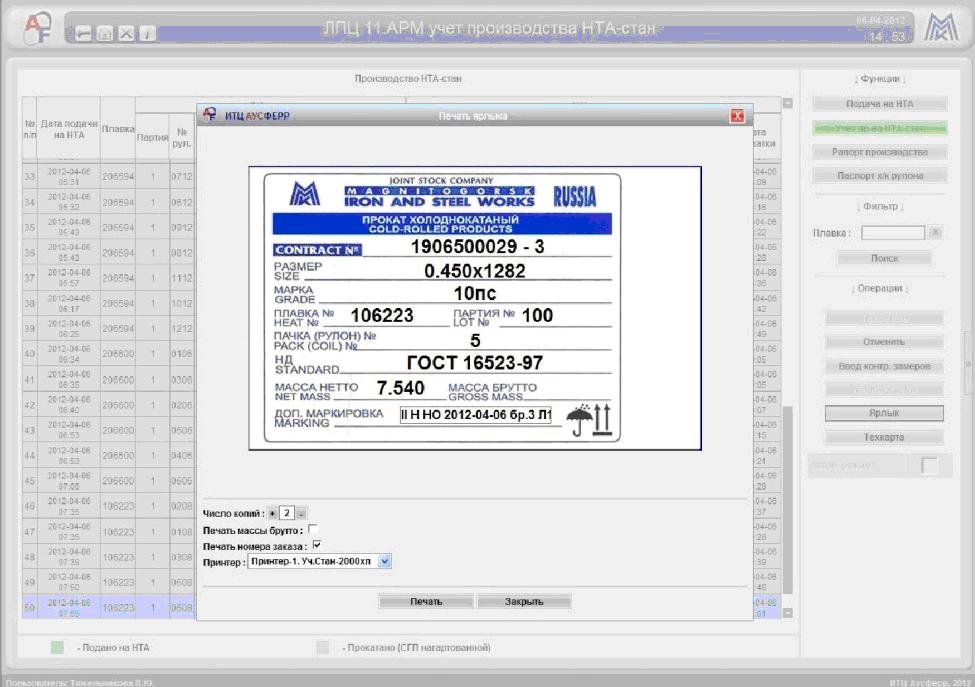
Пример автоматически сформированной истории рулона
Пример автоматически сформированной печатной формы ярлыка
Модуль анализа производительности (PA)
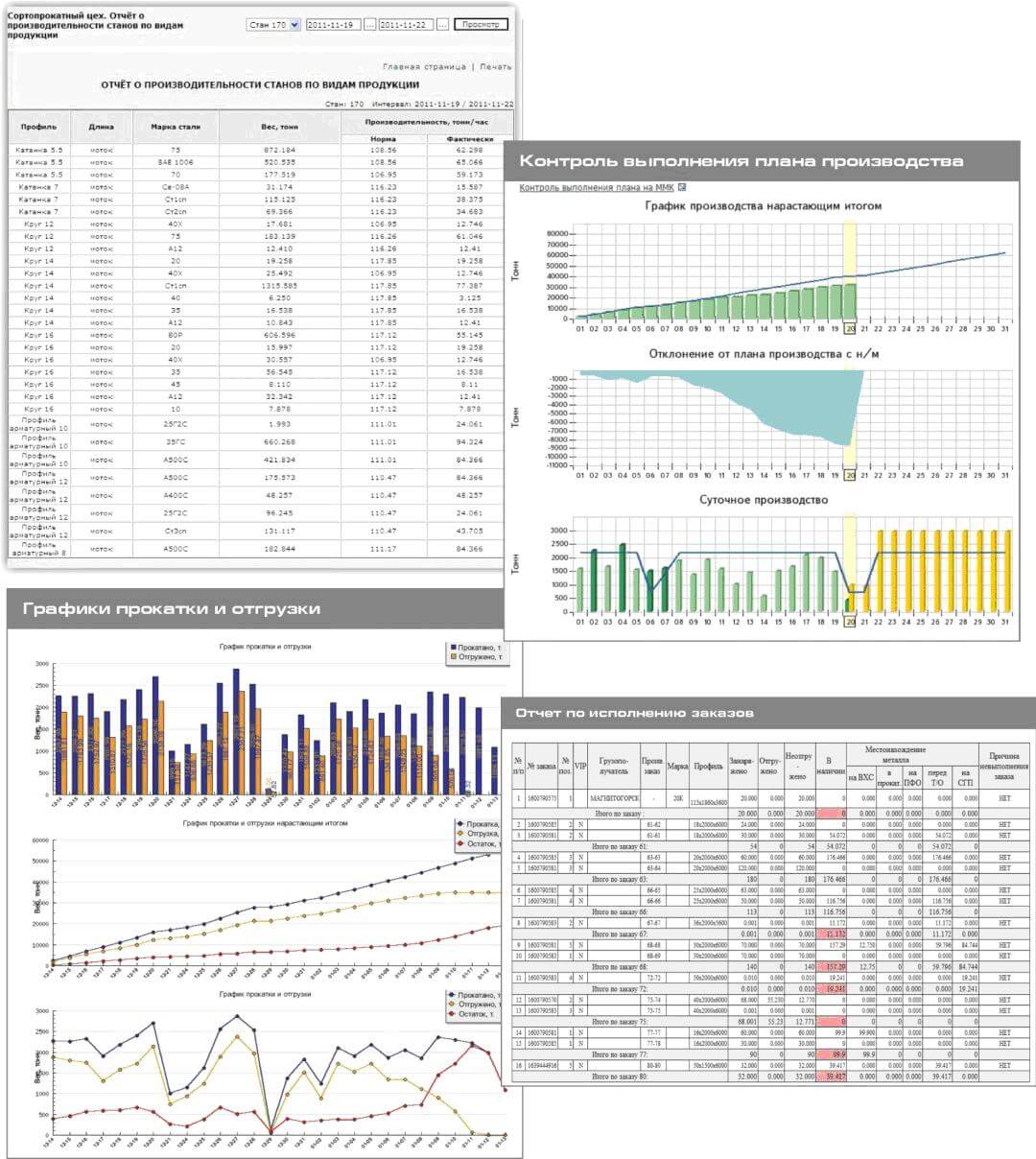
Осуществляет непрерывный анализ параметров эффективности производственной деятельности. В интерфейсе модуля отражаются ключевые параметры производственного процесса (производительность, объем производства, выход годного, использования ресурсов, время цикла для единицы продукции и т.д.). Состав параметров формируется индивидуально в зависимости от специфики производства и требований заказчиков. Значения показателей могут быть отображены в сравнении с плановыми и теоретическими значениями. Кроме того, модуль систематизирует и представляет консолидированную отчетность по важнейшим параметрам технологического процесса, например, наличие сырья и готовой продукции на складах или результаты статистического контроля качества (SPC).
График текущей производительности в окне мониторинга технологического процесса
Примеры форм анализа производительности
Модуль управления персоналом (LM)
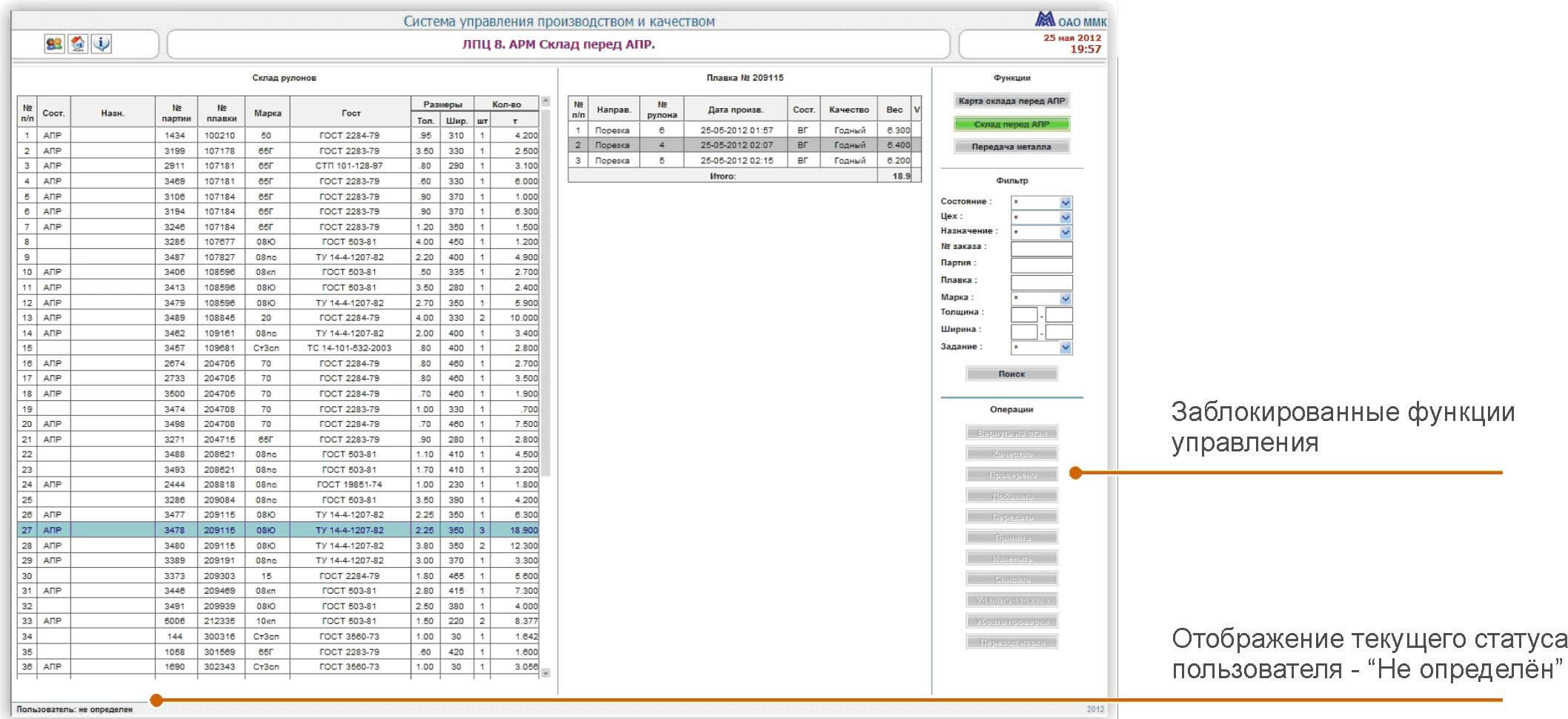
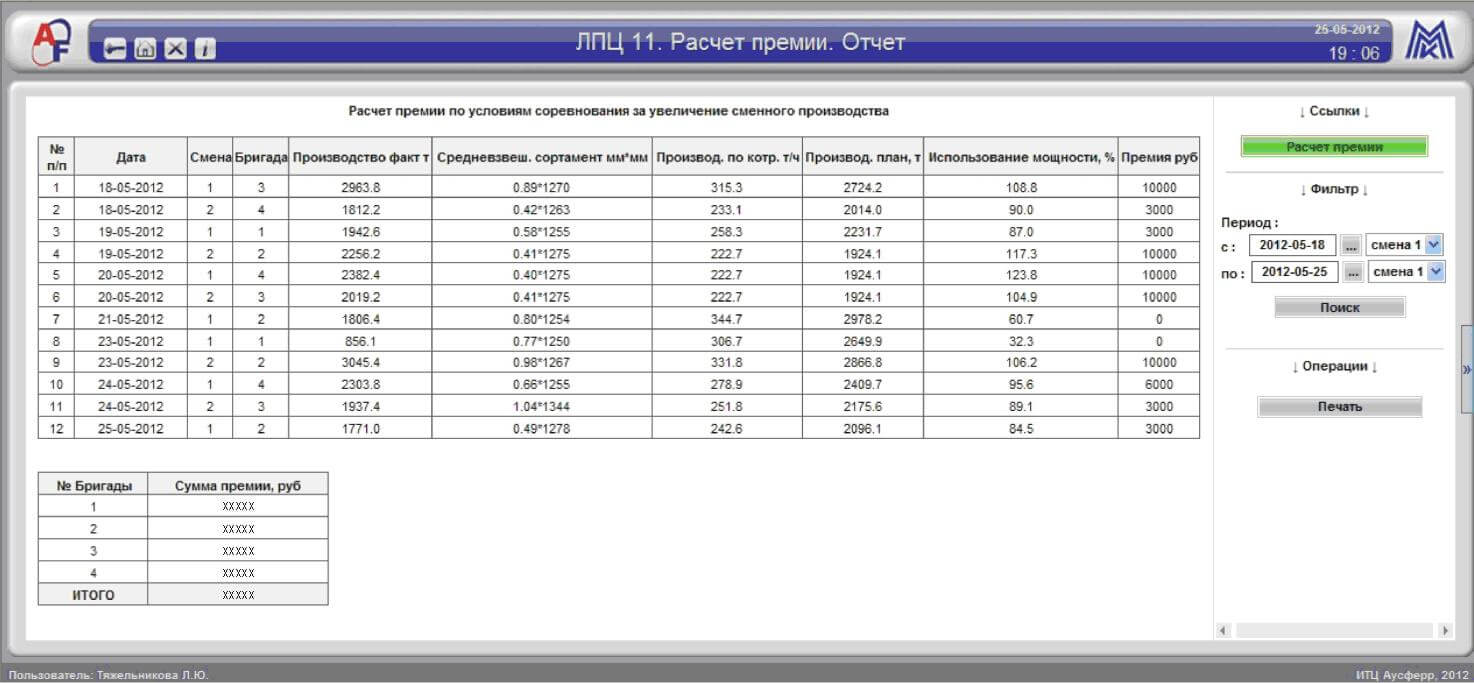
Отслеживает и контролирует сертификацию и права работников на выполнение производственных операций. Предоставляет в смежные модули данные для персонификации выполненных операций и назначения ответственных. Оценивает эффективность труда работников или их групп (смена, бригада) по основным показателям производственного процесса – производительность, качество, простои и т.д.
Пример перехода АРМ в режим просмотра при отсутствии у пользователя прав на редактирование информации
Пример бригадного учета производства для расчета и распределения премиального фонда
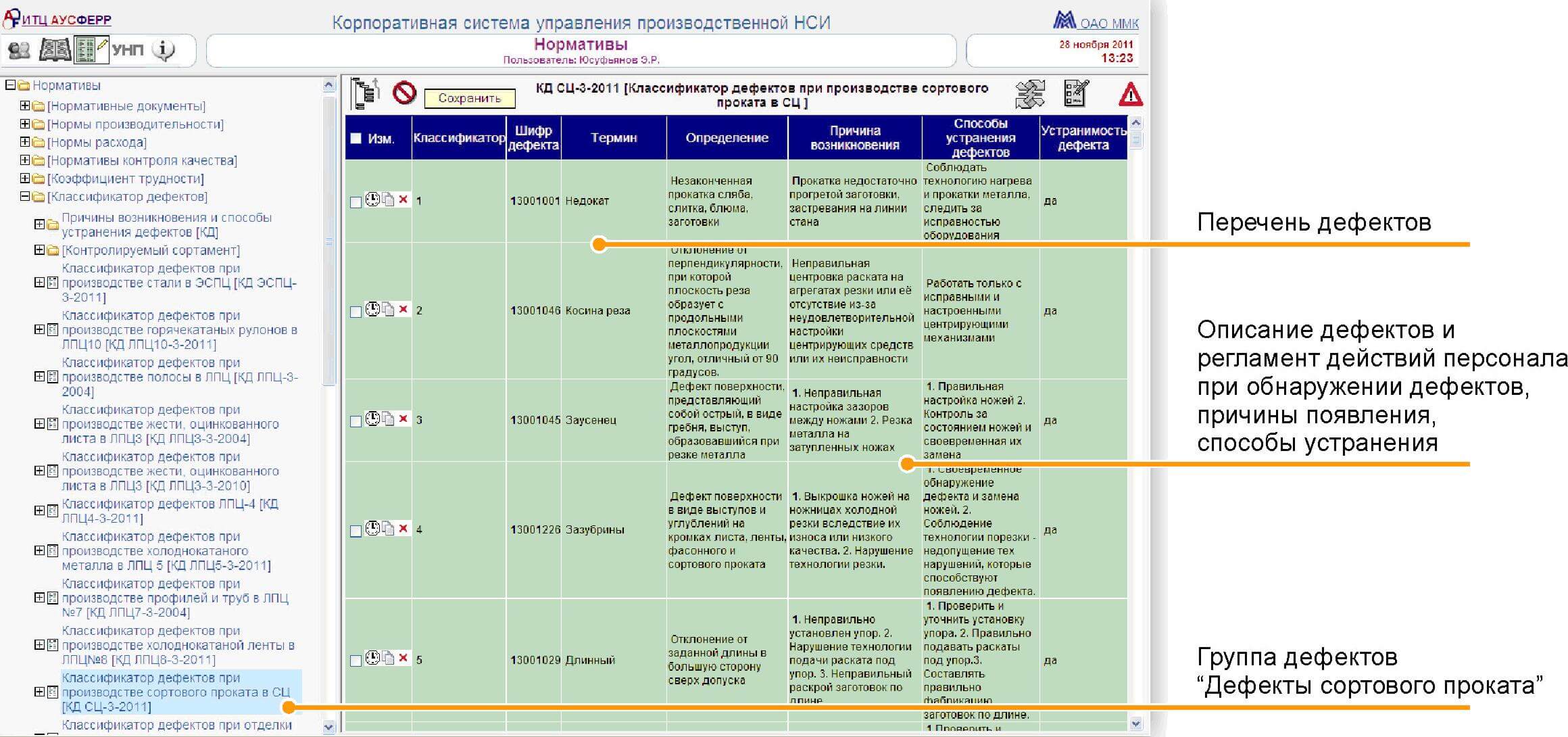
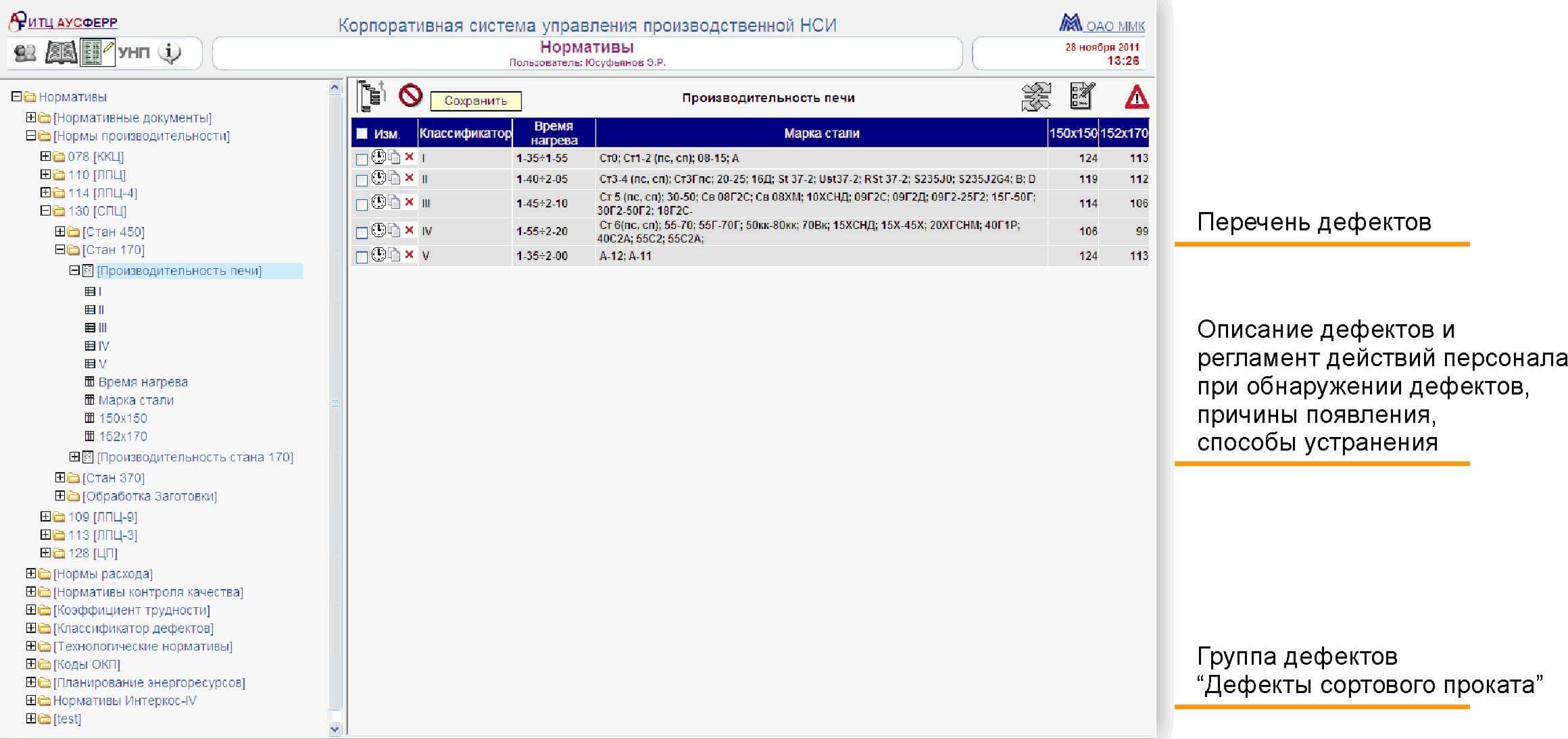
Модуль нормативно-справочного сопровождения (MD)
Модуль предназначен для создания единой системы нормативно-справочной информации, а также единого регламента и технологической среды доступа к ней. Потенциал модуля позволяет в случае необходимости расширить область ее применения до масштабов корпоративной системы управления НСИ.
Система управления НСИ. Классификатор дефектов
Модуль управления НСИ. Нормативы производительности нагревательной печи
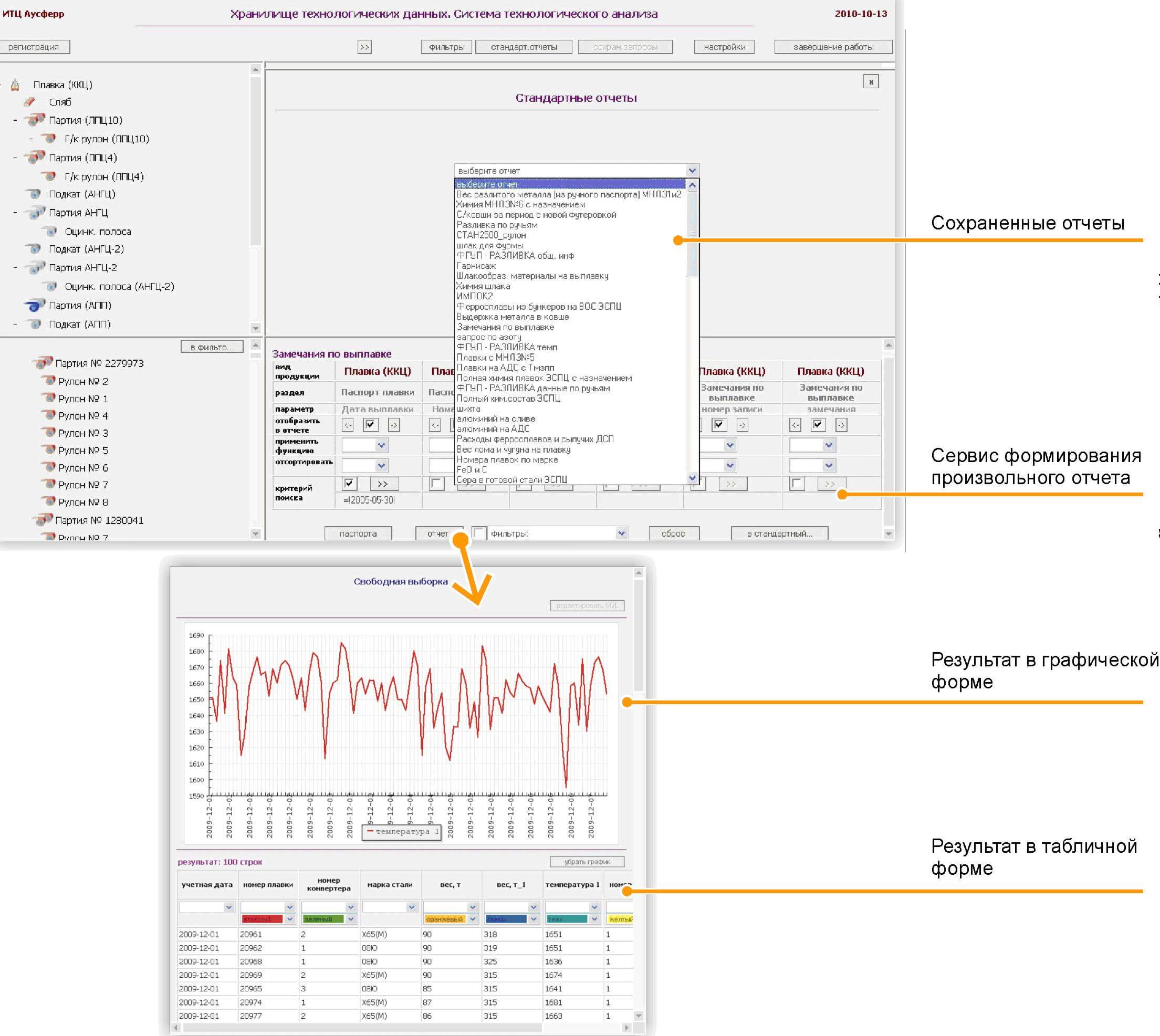
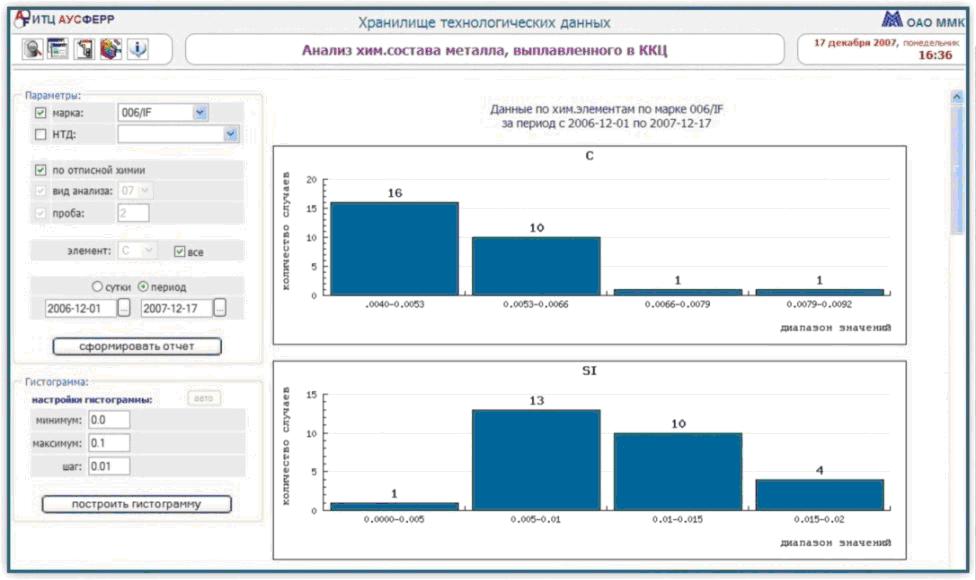
Модуль технологического анализа (TA)
Предназначен для проведения глубокого анализа технологических данных с целью совершенствования технологии, поиска и устранения причин возникновения брака, а также формирования нестандартной отчетности. Содержит специализированные интерфейсы для получения произвольных выборок из массива технологических данных и свойств продукции с последующим созданием на их основе произвольных отчетов за любой период времени. Модуль является незаменимым инструментом для технологических и исследовательских служб предприятия.
Сервис формирования произвольной отчетности – «свободного поиска»
Примеры аналитических сервисов модуля
Интеграция в информационную структуру предприятия
Интеграция MES-систем в информационную структуру предприятия зачастую становится сложной задачей. Это связано с необходимостью оперативного взаимодействия с целым рядом систем, имеющих различные структуры данных. Для устранения этих трудностей в состав перелагаемого решения включена универсальная интеграционная платформа A’UniPlat.
Интеграционная платформа
Платформа A’UniPlat. специально создана для работы в условия разветвленной информационной структуры. Решение обладает следующими основными характеристиками:
- не зависит от типа СУБД источника данных;
- имеет интерактивные средства для конфигурирования и настройки;
- обеспечивает параллельную работу с несколькими источниками данных;
- обеспечивает мониторинг и протоколирование работы служебных процессов;
- имеет средства диагностики и возобновления работы в случае аварийного прекращения связи;
- имеет систему оповещения администратора о возникших проблемах;
- имеет средства регулирования загрузки сетевого трафика;
- имеет опциональный пакетный режим работы для первоначальной загрузки больших объемов данных (из файлов).
АРМ конфигурирования интеграционной платформы
Взаимодействие со смежными информационными системами 3-го и 4-го уровней
Взаимодействие с системами управления бизнес-процессами предприятия заключается в импорте заказов, производственного плана, спецификаций, других исходных данных и последующем экспорте отчетности, преобразованной в совместимые форматы. Отчетность включает данные об израсходованных материально-технических ресурсах, отгрузке продукции, загрузке производственных мощностей, качестве продукции. Использование данной информации позволяет значительно повысить общую эффективность управления предприятием.
АРМ управления обменом данных с ERP
Взаимодействие с автоматизированными системами 1-го и 2-го уровней
Средствами универсальной интеграционной платформы реализуется тесная интеграция с системами АСУ ТП агрегатов. В состав Системы входят удобные средства настройки и контроля взаимного обмена данными с уровнем АСУ ТП, а также средства автоматической диагностики этих процессов.
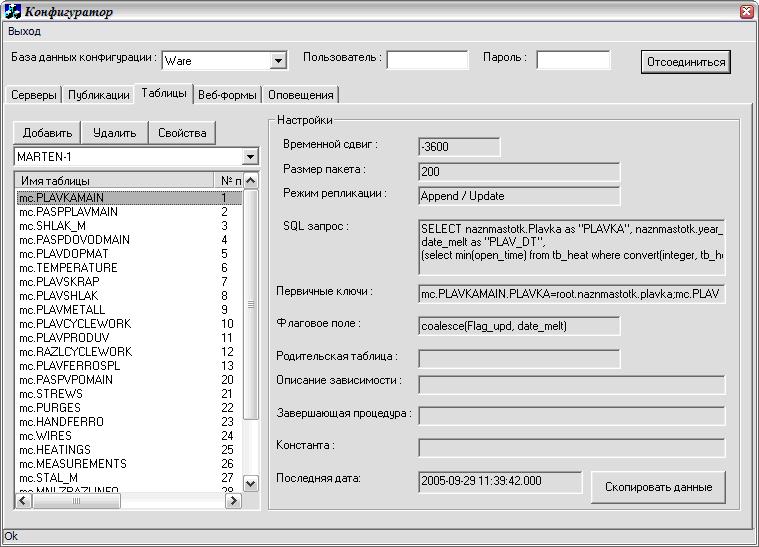
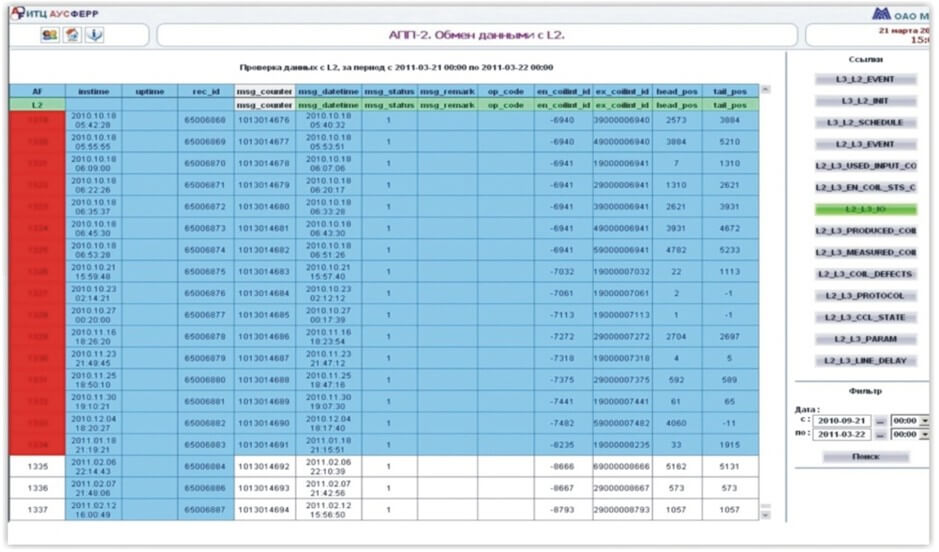
Монитор диагностики репликаций

Интерфейс настройки и контроля обмена данными с АСУ ТП
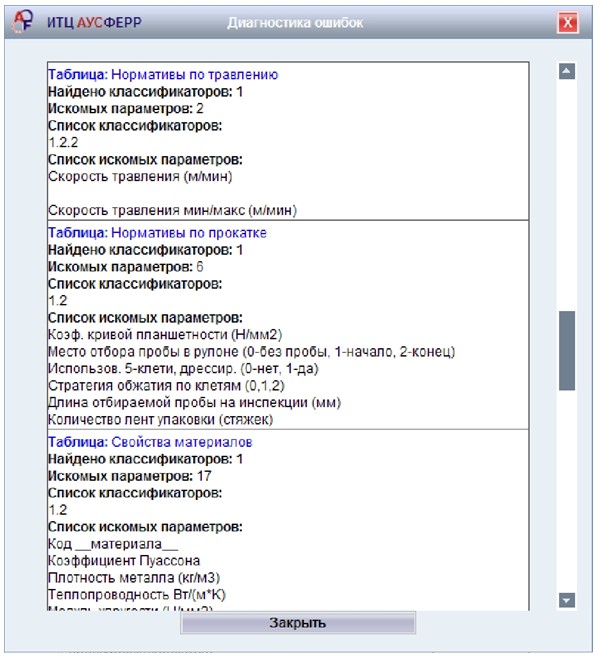
Монитор ошибок
Интерфейсы пользователей
Автоматизированные рабочие места персонала оснащаются специализированными интерфейсами, адаптированными для нужд каждой группы пользователей (менеджеров, технологов, контролеров ОТК, инженеров лабораторий и т.д.). В Системе реализована современная технология создания аппаратно-независимых интерфейсов на основе Intranet-технологий. Это позволяет осуществлять управление всеми процессами, используя стандартные Web-браузеры, без установки дополнительного программного обеспечения и предъявляет минимальные системные требования к компьютерам пользователей.
Примеры пользовательских интерфейсов системы представлены в предыдущих разделах описания.
Принципы построения и организации
Иерархическая структура пользовательских интерфейсов обеспечивает оперативный поиск необходимых данных за счет возможности быстрого перехода на страницы и АРМы любых производственных участков. При этом типовые формы представления данных могут оперативно настраиваться для изменения анализируемого масштаба времени и уточнения параметров выборки. Иерархическая структура строится в соответствии с пожеланиями Заказчика на этапе детальной проработки проекта.
Графическое оформление. Эргономика и эстетика
Применяемые технологии позволяют в широких пределах варьировать графическое оформление интерфейсов системы. Платформа технического решения содержит обширную библиотеку типовых палитр и элементов оформления. Типовое оформление может быть дополнительно адаптировано к условиям работы пользователей и оптимизируется в соответствии с пожеланиями и предпочтениями Заказчика (учитывается освещенность, характеристики устройств вывода, принятые на предприятии стандарты отображения данных и фирменный стиль Заказчика).
В системе широко применяются специализированные механизмы отображения данных, направленные на облегчение восприятия больших массивов однородной информации и оперативного принятия решений – автоматическое выделение несоответствующих и критических значений измеряемых параметров, наглядное мнемоническое отображение состояния оборудования, снабжение графиков полями допусков и т.д. Встроенная библиотека графических форм содержит большое количество типовых таблиц, графиков, гистограмм, позволяющих выбрать наиболее наглядный и информативный вид представления данных.
Системы ручного ввода
При разработке Системы значительное внимание уделено принятию мер по обеспечению достоверности и своевременности ввода информации, поскольку эти условия являются ключевыми для эффективной работы системы.
Средства ручного ввода данных в обязательном порядке снабжаются функцией автоматической проверки корректности данных, основанной на взаимодействии с системой НСИ. Там, где это возможно, используется выбор вариантов из выпадающего списка.
Проверка своевременности ввода данных может осуществляться несколькими механизмами косвенного контроля:
- запрет ввода данных о следующих операциях без завершения оформления предыдущих;
- вводом временных интервалов ввода данных с обязательным вводом причин в случае несвоевременного ввода;
- обязательным подтверждением фактов начала и завершения обработки со стороны представителей двух независимых служб (например, производственный персонал – сотрудники ОТК);
- обязательным указанием маршрута или нового места хранения при осуществлении операций перемещения ТМЦ для завершения оформления производственных операций и т.д.
Резервное копирование, архивирование и восстановление данных
Защита данных осуществляется путем организации автоматического периодического резервного копирования данных на сменные носители информации по заданному расписанию и последующему перемещению сменных носителей в специализированно оборудованное хранилище.
При возникновении необходимости восстановления данных, организуется доставка сменного носителя информации с требуемыми данными к считывающему устройству и восстановление их на диске в том месте, где они были уничтожены.
Защита данных охватывает все важное серверное и клиентское компьютерное оборудование, операционные системы и программные приложения.
Для организации процесса защиты данных на этапе проектирования Системы определяются сроки хранения информации по ее видам и типам. Отдельно составляется список номенклатуры продукции с особыми требованиями к хранению технологических данных.
В типовом варианте исполнения Системы обеспечивается обязательная сохранность следующей информации при возникновении аварийных ситуаций:
- загрузочных модулей программного обеспечения (операционные системы, базовое и специальное программное обеспечение);
- массивов регистрируемых (архивируемых) параметров;
- массивов нормативно-справочной информации.
Автоматическая антивирусная защита приложений и данных
Антивирусной защите подлежат рабочие станции, ПЭВМ пользователей, серверы.
Программные модули антивирусной защиты устанавливаются на всех ПЭВМ и серверах.
Контроль политики защиты, идентификацию ПЭВМ и серверов, предоставление обновлений сигнатур и сбор статистики со всех удаленных ПЭВМ и серверов осуществляется с выделенных корпоративных серверов антивирусной защиты.
Обеспечение функций контроля, аудита, разграничения прав доступа и защиты от несанкционированного доступа к информации
Состав конфиденциальной информации и права доступа пользователей должны быть определены и утверждены Заказчиком и переданы Исполнителю на стадии детального инжиниринга.
В типовом исполнении решение содержит средства регулирования прав доступа ко всем компонентам Системы. Любые действия пользователей по изменению данных становятся возможны только после обязательной аутентификации и определении статуса пользователя. Доступ к Системе из внешних сетей осуществляется с обязательным использованием программных или иных средств подтверждения личности пользователя.
Для заранее определенных типов информации может быть введен запрет на редактирование и удаление в течение определенного времени.
Порядок доступа к оборудованию Системы определяется соответствующими службами Заказчика с составлением необходимых должностных инструкций.
Компания Аусферр со своей стороны предоставляет необходимые Заказчику инструкции и правила по работе пользователей и администраторов Системы, организации доступа, защите данных и других механизмов обеспечения работоспособности Системы. Данные документы составляются в соответствии с утвержденными требованиями Заказчика на стадии детально инжиниринга.
Параметры надежности
В соответствие с ГОСТ 34.003-90. «Автоматизированные системы. Термины и определения» характеристиками надежности приняты средняя наработка на отказ, средний срок службы и время восстановления работоспособного состояния Системы.
В типовом варианте Система обеспечивает следующие параметры надежности:
- среднее время наработки на отказ подсистем - более 10 000 часов;
- среднее время наработки на отказ Системы в целом - более 5000 часов;
- среднее время восстановления работоспособного состояния Системы - не более 4 часов;
- полный срок службы Системы - 10 лет.
В течение срока службы возможна замена отдельных элементов Системы с меньшим сроком службы (серверы, персональные компьютеры, мониторы и т.д.) с возможностью установки существующего программного обеспечения и средств БД.
В случае привлечения к реализации проекта третьих лиц для обеспечения указанных параметров надежности должны быть учтены требования компании Аусферр по архитектуре, организации режимов функционирования, реализации внутрисистемных функций диагностики, выбору программно-аппаратных средств Системы, проектированию среды и условий функционирования программно-аппаратного комплекса.
В процессе эксплуатации, надёжность должна обеспечиваться со стороны Заказчика комплексом мер организационно-технического характера, включая наличие обоснованного количества запасных частей и приборов (ЗИП), системой предупредительных ремонтов и профилактического обслуживания.
Численность и квалификация обслуживающего персонала
Расчёт численности обслуживающего персонала будет проведен на стадии детального инжиниринга в соответствии с действующими нормативными документами.
Режим работы персонала – круглосуточный.
Обслуживание Системы должно быть обеспечено сертифицированными специалистами по информационным технологиям, системному и прикладному ПО, средствам управления БД и администрирования систем, специалистами по электронике, специалистами линейно-кабельной службы. Подготовка специалистов должна быть осуществлена Заказчиком.
В объеме услуг Исполнителя предусмотреть дополнительное обучение специалистов АСУ и производственного персонала, участвующих в функционировании Системы.