Система технологического протоколирования
Информационная система технологического протоколирования функционирует совместно с системами АСУП и АСУ ТП крупных агрегатов или групп агрегатов, действующих в едином технологическом цикле и предназначена для:
- организации оперативного управления технологическим процессом с целью получения продукции заданного качества;
- мониторинга и контроля уровня исполнения заданной технологии;
- автоматизированной оценки качества произведенной продукции;
- информационного обеспечения систем технологического анализа, процессов разработки новых и оптимизации действующих технологий.
В основе процессов управления технологией производства на крупных промышленных агрегатах лежит принцип обязательного протоколирования технологической истории производства каждой единицы продукции. Технологическое протоколирование обеспечивает жесткую регламентацию технологических режимов и 100% контроль исполнения технологии, влекущий за собой персонифицированную ответственность за выпуск некачественной продукции.
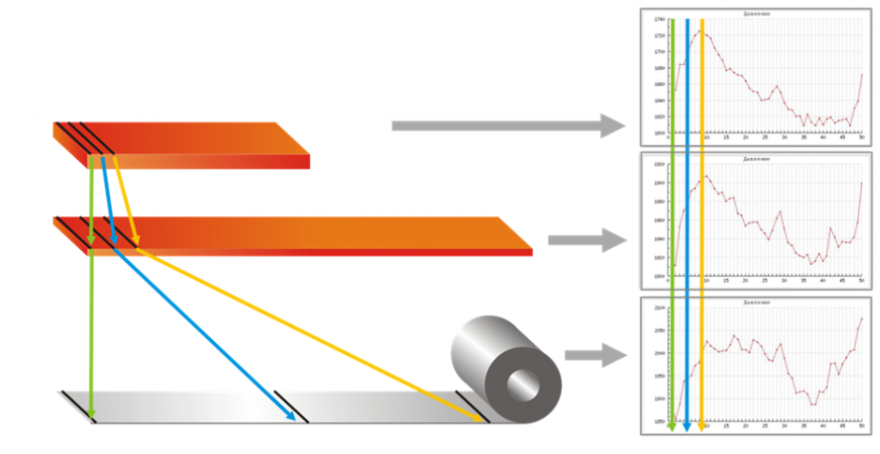
Однако, при производстве длинномерной продукции, например, при прокатке, технологическое протоколирование имеет ряд особенностей, связанных с необходимостью контроля технологических параметров применительно к единицам объема продукции, тогда как измерения производятся с заданной периодичностью по времени. Учитывая неравномерную скорость передвижения единицы продукции в агрегате, сопряженную с изменением ее геометрических размеров, необходима специальная обработка рядов результатов измерений.
Программный комплекс MES компании ИТЦ Аусферр содержит уникальную запатентованную методику обработки и протоколирования технологической информации. Она обеспечивает автоматическое сопоставление технологических параметров производства и свойств длинномерного проката (полосового, листового, сортового) на всех этапах его обработки.
Способ обеспечивает:
- Прослеживаемость параметров всех этапов обработки;
- Протоколирование технологии по длине изделия;
- Автоматический контроль исполнения технологии;
- Расчет потребительских свойств каждого отдельного участка изделия на основе регрессионных моделей
Применение методики позволяет реализовать автоматический контроль исполнения технологии по всей длине металлопродукции, осуществлять автоматическую аттестацию продукции на основании определения свойств продукции расчетными методами, а также эффективно применять методы неразрушающего контроля.
В процессе производства система осуществляет сбор, нормализацию и протоколирование результатов измерений технологических параметров, поступающих из АСУ ТП агрегатов. На основании этих данных происходит автоматическая оценка исполнения технологии и расчет свойств продукции статистическими методами.
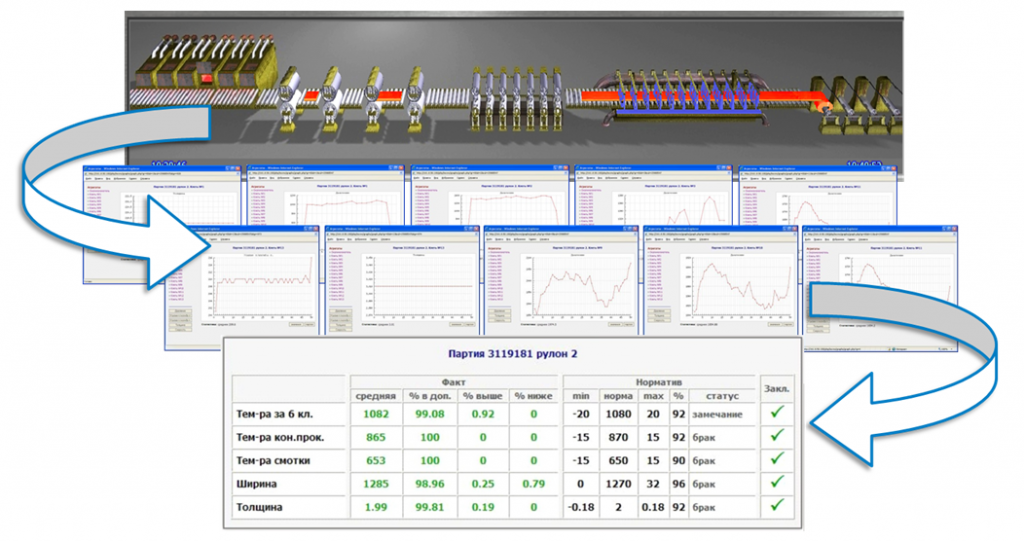
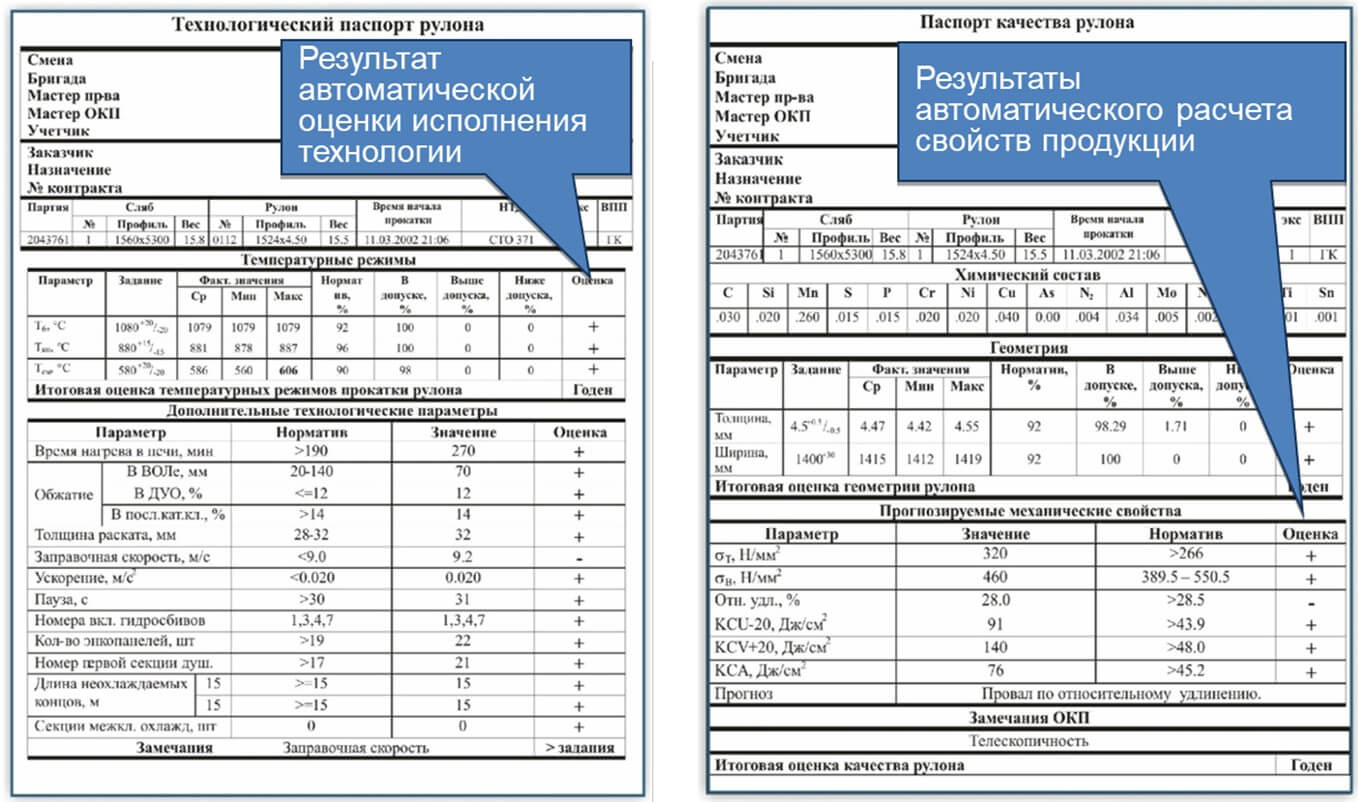
На основе технологических протоколов проводится автоматическая оценка исполнения технологии и расчет прогнозируемых свойств для каждой единицы продукции. Для длинномерной продукции учитываются изменения технологических параметров по длине. По результатам оценки формируются паспорта технологии и качества.
Описанные механизмы отработаны на практике в ходе многолетней эксплуатации в условиях прокатных станов и агрегатов нанесения покрытий крупных металлургических холдингов с поддержкой всех требований ГОСТ 30415-96.
Применение методики позволяет существенно повысить надежность контроля при одновременном снижении затрат на аттестацию продукции.
Патент «Способ оптимизации производства проката»
Российская Федерация №2207204; Казахстана №17861; США US 7,354,492; Китая №ZL03810138.6; Ю.Кореи №818151; Румынии №122342; Украины №74980; Республики Беларусь №11383
